噴塗機器人
可進行自動噴漆的工業機器人
噴塗機器人(spray painting robot),是可進行自動噴漆或噴塗其他塗料的工業機器人。
噴塗機器人又叫噴漆機器人(spray painting robot),是可進行自動噴漆或噴塗其他塗料的工業機器人,1969年由挪威Trallfa公司(后併入ABB集團)發明。噴漆機器人主要由機器人本體、計算機和相應的控制系統組成,液壓驅動的噴漆機器人還包括液壓油源,如油泵、油箱和電機等。多採用5或6自由度關節式結構,手臂有較大的運動空間,並可做複雜的軌跡運動,其腕部一般有2~3個自由度,可靈活運動。較先進的噴漆機器人腕部採用柔性手腕,既可向各個方向彎曲,又可轉動,其動作類似人的手腕,能方便地通過較小的孔伸入工件內部,噴塗其內表面。噴漆機器人一般採用液壓驅動,具有動作速度快、防爆性能好等特點,可通過手把手示教或點位示數來實現示教。噴漆機器人廣泛用於汽車、儀錶、電器、搪瓷等工藝生產部門。
一、有氣噴塗機器人
有氣噴塗機器人也稱低壓有氣噴塗,噴塗機依靠低壓空氣使油漆在噴出槍口后形成霧化氣流作用於物體表面(牆面或木器面),有氣噴塗相對於手刷而言無刷痕,而且平面相對均勻,單位工作時間短,可有效地縮短工期。但有氣噴塗有飛濺現象,存在漆料浪費,在近距離查看時,可見極細微的顆粒狀。一般有氣噴塗採用裝修行業通用的空氣壓縮機,相對而言一機多用、投資成本低,市面上也有抽氣式有氣噴塗機、自落式有氣噴塗機等專用機械。
二、無氣噴塗機器人
無氣噴塗機器人可用於高黏度油漆的施工,而且邊緣清晰,甚至可用於一些有邊界要求的噴塗項目。視機械類型,其可分為氣動式無氣噴塗機、電動式無氣噴塗機、內燃式無氣噴塗機、自動噴塗機等多種。另外要注意的是,如果對金屬表面進行噴塗處理,最好是選用金屬漆(磁漆類)。
一、柔性好。
(1)活動半徑大柔性好。
(2)可實現內表面及外表面的噴塗。
二、提高噴塗質量和材料使用率。
(1)仿形噴塗軌跡精確,提高塗膜的均勻性等外觀噴塗質量。
(2)降低過噴塗量和清洗溶劑的用量,提高材料利用率。
三、易操作和維護。
(1)可離線編程,大大縮短現場調試時間。
(2)可插件結構和模塊化設計,可實現快速安裝和更換元器件,極大的縮短維修時間。
(3)所有部件的維護可接近性好,便於維護保養。
四、設備利用率高。
(1)往複式自動噴塗機利用率一般僅為40%-60%,噴塗機器人的利用率可達90%-95%。
噴塗機器人、手工噴塗和往複式自動噴塗機的特性比較列於下表中。
| 項目 | 手工 | 往複機 | 機器人 |
| 生產能力 | 小 | 大 | 中 |
| 被塗物形狀 | 都適用 | 與噴槍垂直的面 | 都適用 |
| 被塗物尺寸大 | 不適用 | 適用 | 中 |
| 被塗物尺寸小 | 適用 | 不適用 | 適用 |
| 被塗物種類變化 | 適用 | 適用 | 需示數 |
| 塗抹的偏差 | 有 | 有 | 無 |
| 補漆的必要性 | 有 | 有 | 無 |
| 不良率 | 中 | 大 | 小 |
| 塗料使用量(產生的廢棄物) | 小 | 大 | 小 |
| 設備投資 | 小 | 中 | 大 |
| 維護費用 | 小 | 中 | 大 |
| 總的塗裝成本 | 大 | 中 | 小 |
(1)機器人的工作軌跡範圍。在選擇機器人時需保證機器人的工作軌跡範圍必須能夠完全覆蓋所需施工的工件的相關表面或內腔。如圖1,為噴漆機器人與運動的車身(安裝在輸送小車上)的斷面示意圖,可看出此噴漆是機器人的配置可滿足車身表面的噴漆需求。
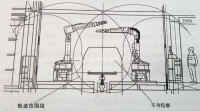
圖1機器人工作軌跡範圍斷面示意圖
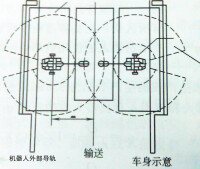
圖2機器人工作軌跡範圍俯視圖
間歇式輸送方式機器人是對靜止的工件施工。除工件斷面上,還需保證在工件俯視面上機器人的工作範圍能夠完全覆蓋所需施工的工件相關表面。如圖2所示,左右兩台機器人各覆蓋左右半個車身,當機器人的工作軌跡範圍在輸送運動方向上無法滿足時,則需要增加機器人的外部導軌,來擴展其工作範圍軌跡。
(2)機器人的重複精度。對於塗膠機器人而言,一般重複精度達到0.5mm即可。而對於噴漆機器人,重複的精度要求可低一些。
(3)機器人的運動速度及加速度。機器人的最大運動速度或最大加速度越大,則意味著機器人在空行程所需的時間越短,則在一定節拍內機器人的絕對施工時間越長,可提高機器人的使用率。所以機器人的最大運動速度及加速度也是一項重要的技術指標。但需注意的問題是,在噴塗過程中(塗膠或噴塗),噴塗工具的運動速度與噴塗工具的特性及材料等因素直接相關,需要根據工藝要求設定。此外,由於機器人的技術指標與其價格直接相關,因而根據工藝要求選擇性價比高的機器人。
(4)機器人手臂可承受的最大荷載。對於不同的噴塗場合,噴塗(塗膠或噴漆)過程中配置的噴具不同,則要求機器人手臂的最大承載載荷也不同。
(1)塗裝效率、塗著效率和塗裝有效率
塗裝效率是噴塗作業效率,包含單位時間的噴塗面積、塗料和噴塗面積的有效利用率。塗著效率是噴塗過程中塗著在被塗物上的塗料量與實際噴出塗料總量之比值,或被塗物面上的實測厚膜與由噴出塗料量計算的塗膜厚度之比,也就是塗料的傳輸效率(transfer efficency 簡稱TE)或塗料利用率。塗裝有效率是指實際噴塗被塗物的表面積與噴槍運行的覆蓋面積之比;為使被塗物的邊斷部位的塗膜完整,一般噴槍運行的覆蓋面積應大於被塗物的面積。
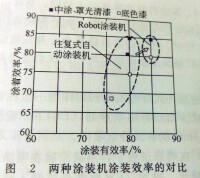
兩種塗裝機塗裝效率的對比
(2)噴塗軌跡
噴塗軌跡指在噴塗過程中噴槍運行的順序和行程,採用噴塗機器人可模仿熟練噴漆工的噴塗軌跡。日本某汽車公司採用往複式自動靜電噴塗機和噴塗機器人噴塗轎車車身,並對兩者的噴塗軌跡和塗裝效率進行對比如下圖3所示
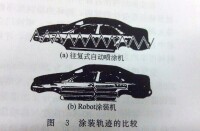
塗裝軌跡的比較
旋杯轉速是對高轉速旋杯霧化細度影響最大的因素。當其他工藝參數不變時,旋杯的轉速越大,塗料滴的直徑越小。在稍低速範圍內,轉速對霧化細度的影響比在高速範圍內明顯地增大。
旋杯轉速會對膜厚有影響,其關係曲線見圖4。當轉速過低會導致塗膜粗糙;而霧化過細會導致漆霧損失(引起過噴),使塗膜厚度有波動;同事當霧化超細時,則對噴漆室內任何氣流均十分敏感。
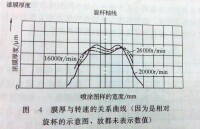
膜厚與轉速的關係曲線
一般情況下,空載旋杯轉速為6X10^4 r/min,負載時設定的轉速範圍為(1.0~4.2)X10^4 r/min誤差±500r/min.
(4)塗料流率
它是單位時間內輸給每個旋杯的塗料量,又稱噴塗流量、出漆量(率)。
除旋杯轉速外,塗料流率是第二個影響霧化顆粒細度的因素。當其他參數不變的情況下,塗料流率越低,其霧化顆粒越細,但同時也會導致漆霧中溶劑揮發量增大。
塗料流率高會形成波紋狀的塗膜,同事當塗料流量過大使旋杯過載時,旋杯邊緣的塗膜增厚至一定程度,導致旋杯上的溝槽紋路不能使塗料分流,並出現層狀漆皮,這會產生氣泡或塗料滴大小不均勻的不良現象。
每支噴槍的最大塗料流率與高速旋杯的口徑、轉速塗料的密度有關,其上限由霧化的細度和靜電塗裝的效果來決定。實踐經驗表明,塗料應在恆定的速度下輸入,在小範圍內的波動不會影響塗膜質量。
在實際的噴塗過程中每個旋杯所噴塗的區域不同,其塗料的流率等也不相同,另外由於被塗物外形變化的原因,旋杯的塗料流率也要發生變化。以噴塗汽車車身為例,當噴塗門板等大面積時,吐出的塗料量要大,噴塗門立柱、窗立柱時,吐出的塗料量要小,並在噴塗過程中自動、精確地控制吐出的塗料量,才能保證塗層質量及塗膜厚度的均一,這也是提高塗料利用率的重要措施之一。

基本信息
- 中文名
- 噴塗機器人
- 外文名
- spray painting robot
- 用於
- 汽車、儀錶、電器、搪瓷等
- 優點
- 柔性大,工作範圍大大
- 發明時間
- 1969年