聲發射檢測
聲發射檢測
通過接收和分析材料的聲發射信號來評定材料性能或結構完整性的無損檢測方法,材料中因裂縫擴展、塑性變形或相變等引起應變能快速釋放而產生的應力波現象稱為聲發射。
1950年聯邦德國J.凱澤對金屬中的聲發射現象進行了系統的研究。
1964年美國首先將聲發射檢測技術應用於火箭發動機殼體的質量檢驗並取得成功。此後,聲發射檢測方法獲得迅速發展。
聲發射檢測
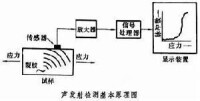
聲發射技術是1950年由德國人凱澤(J.Kaiser)開始研究的,1964年美國應用於檢驗產品質量,從此獲得迅速發展。聲發射檢測的基本原理見圖。材料的範性形變、馬氏體相變、裂紋擴展、應力腐蝕以及焊接過程產生裂紋和飛濺等,都有聲發射現象,檢測到聲發射信號,就可以連續監視材料內部變化的整個過程。因此,聲發射檢測是一種動態無損檢測方法。
聲發射檢測儀器分單通道和多通道兩種。單通道聲發射儀比較簡單,主要用於實驗室材料試驗。
多通道聲發射儀是大型聲發射檢測儀器,有很多個檢測通道,可以確定聲發射源位置,根據來自各個聲源的聲發射信號強度,判斷聲源的活動性,實時評價大型構件的安全性。主要用於大型構件的現場試驗。
聲發射技術的應用已較廣泛。可以用聲發射鑒定不同范性變形的類型,研究斷裂過程並區分斷裂方式,檢測出小於 0.01mm長的裂紋擴展,研究應力腐蝕斷裂和氫脆,檢測馬氏體相變,評價表面化學熱處理滲層的脆性,以及監視焊后裂紋產生和擴展等等。
在工業生產中,聲發射技術已用於壓力容器、鍋爐、管道和火箭發動機殼體等大型構件的水壓檢驗,評定缺陷的危險性等級,作出實時報警,在生產過程中,用聲發射技術可以連續監視高壓容器、核反應堆容器和海底採油裝置等構件的完整性。
聲發射法適用於實時動態監控檢測,且只顯示和記錄擴展的缺陷,這意味著與缺陷尺寸無關。而是顯示正在擴展的最危險缺陷。這樣,應用聲發射檢驗方法時可以對缺陷不按尺寸分類,而按其危險程度分類。
按這樣分類,構件在承載時可能出現工件中應力較小的部位尺寸大的缺陷不劃為危險缺陷,而應力集中的部位按規範和標準要求允許存在的缺陷因擴展而被判為危險缺陷。
聲發射法的這一特點原則上可以按新的方式確定缺陷的危險性。因此,在壓力管道、壓力容器、起重機械等產品的荷載試驗工程中,若使用聲發射檢測儀器進行實時監控檢測,既可彌補常規無損檢測方法的不足,也可提高試驗的安全性和可靠性。
同時利用分析軟體可對以後的運行安全做出評估。
3.聲發射法的特點是整體性。用一個或若干個固定安裝在物體表面上的聲發射感測器可以檢驗整個物體。缺陷定位時不需要使感測器在被檢物體表面掃描(而是利用軟體分析獲得),因此,檢驗及其結果與表面狀態和加工質量無關。假如難以接觸被檢物體表面或不可能完全接觸時,整體性特別有用。例如:絕熱管道、容器、蝸殼;埋入地下的物體和形狀複雜的構件;檢驗大型的和較長物體的焊縫時(如:橋機梁、高架門機等),這種特性更明顯。
4.聲發射法一個重要特性是能進行不同工藝過程和材料性能及狀態變化過程的檢測。聲發射法還提供了討論有關物體材料的應力—應變狀態的變化。
所以,AET技術是探測焊接接頭焊后延遲裂紋的一種理想手段。同樣,象引水壓力鋼管的湊合節環焊縫,由於拘束度很大,在焊后冷卻過程中,焊接造成的拉應力和冷縮產生的拉應力,可能會使應力集中係數較大的缺陷(如:未融合、不規則的夾渣、咬邊等)萌生裂紋,這是不允許存在的。為了找出和避免這種隱患,用AET監測也是比較理想的手段。
5.對於大多數無損檢測方法來說,缺陷的形狀和大小、所處位置和方向都是很重要的,因為這些缺陷特性參數直接關係到缺陷漏檢率。而對聲發射法來說,缺陷所處位置和方向並不重要,換句話說,缺陷所處位置和方向並不影響聲發射的檢測效果。
6.聲發射法受材料的性能和組織的影響要小些。例如:材料的不均勻性對射線照相和超聲波檢測影響很大,而對聲發射法則無關緊要。因此,聲發射法的使用範圍較寬(按材料)。
例如,可以成功地用以檢測複合材料,而用其它無損檢測方法則很困難或者不可能。
7.使用聲發射法比較簡單,現場聲發射檢測監控與試驗同步進行,不會因使用了聲發射檢測而延長試驗工期。檢測費用也較低,特別是對於大型構件整體檢測,其檢測費用遠低於射線或超聲檢測費用。且可以實時地進行檢測和結果評定。

基本信息
- 中文名
- 聲發射檢測
- 外文名
- Acoustic emission testing
- 聲發射技術
- 1950年德國人凱澤開始研究
- 功能
- 無損分析和檢測材料