塗層刀具
塗層刀具
塗層刀具是在強度和韌性較好的硬質合金或高速鋼(HSS)基體表面上,利用氣相沉積方法塗覆一薄層耐磨性好的難熔金屬或非金屬化合物(也可塗覆在陶瓷、金剛石和立方氮化硼等超硬材料刀片上)而製備的。塗層作為一個化學屏障和熱屏障,減少了刀具與工件間的擴散和化學反應,從而減少了基體的磨損。塗層刀具具有表面硬度高、耐磨性好、化學性能穩定、耐熱耐氧化、摩擦係數小和熱導率低等特性,切削時可比未塗層刀具壽命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1級,降低刀具消耗費用20%~50%。
塗層刀具已成為現代切削刀具的標誌,在刀具中的使用比例已超過50%。切削加工中使用的各種刀具,包括車刀、鏜刀、鑽頭、鉸刀、拉刀、絲錐、螺紋梳刀、滾壓頭、銑刀、成形刀具、齒輪滾刀和插齒刀等都可採用塗層工藝來提高它們的使用性能。
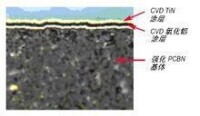
塗層刀具有四種:塗層高速鋼刀具,塗層硬質合金刀具,以及在陶瓷和超硬材料(金剛石或立方氮化硼)刀片上的塗層刀具。但以前兩種塗層刀具使用最多。在陶瓷和超硬材料刀片上的塗層是硬度較基體低的材料,目的是為了提高刀片表面的斷裂韌度(可提高10%以上),可減少刀片的崩刃及破損,擴大應用範圍。
Ti-Al-X-N新型塗層技術是利用氣相沉積方法在高強度工具基體表面塗覆幾微米高硬度、高耐磨性難熔Ti-Al-X-N塗層,從而達到減少刀具磨損,延長壽命,提高切削速度的目的。它是高檔數控機床與基礎製造裝備國家重大專項課題取得的重要成果。
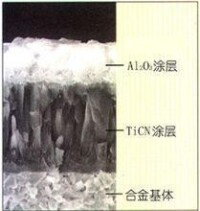
塗層刀具的各個層面
用CVD法塗層時,切削刃需預先進行鈍化處理(鈍圓半徑一般為0.02~0.08mm,切削刃強度隨鈍圓半徑增大而提高),故刃口沒有未塗層刀片鋒利。所以,對精加工產生薄切屑、要求切削刃鋒利的刀具應採用PVD法。塗層除可塗覆在普通切削刀片上外,還可塗覆到整體刀具上,已發展到塗覆在焊的硬質合金刀具上。據報道,國外某公司在焊接式的硬質合金鑽頭上採用了PCVD法,結果使加工鋼料時的鑽頭壽命比高速鋼鑽頭長10倍,效率提高5倍。
塗層刀具的使用效果除與塗層方法及設備、塗層工藝和塗層材料有關外,還有以下情況應加以注意:
一、塗前刀具的表面質量。被塗刀具表面應是光亮的磨光面,刀具各工作表面上不得有銹斑、磨糊、氧化、崩刃等缺陷,要求刃口上無毛刺。前、后刀面上的表面粗糙度應達到Ra<0.8~1.25µm。表面粗糙度值愈小,塗層的結合度愈好。此外,刀具表面的清洗質量也十分重要。
二、刀具基體材料。塗層刀具的基體材料與塗層材料應合理匹配,須根據不同的加工要求選用。塗層高速鋼刀具的基體,既可用WMoCrV(M2)的通用型高速鋼,也可用含鈷的超硬高速鋼和粉末冶金高速鋼(PM HSS)或者是整體採用硬質合金鎢鋼製成的鎢鋼刀片。因粉末冶金的基體均勻,故使用效果好。加工鈦合金時,推薦用含鈷超硬高速鋼如WMoCrVCo(M42)作為刀具的基體材料。對於塗層滾刀,當以正常切削速度(小於45m/min)加工齒輪時,崩刃是滾刀磨損的主要原因,因此應選擇韌性較好的WMoCrV高速鋼作為刀具的基體材料;而在高速滾齒時(切削速度大於100m/min),月牙窪磨損是滾刀磨損的主要原因,因此應選用耐熱性和耐磨性較高的含鈷超硬高速鋼或CWMoCrVN高速鋼為刀具的基體材料。塗層硬質合金刀具的基體,在加工鋼材時,宜選擇加工鋼材的硬質合金,如WC-TiC-Co或WC-TiC-TaC-Co類合金(P30用得較多);加工鑄鐵和有色金屬時,宜選擇WC-Co類合金(K20用得較多)。被加工材料的硬度及切削加工性,對塗層刀具的使用效果也有一定影響。試驗證實,塗層刀具最適於切削高硬度和耐磨合金一類難加工材料。
三、刀具的幾何角度。由於塗層的潤滑性好,所以塗層刀具工作時常會在工件表面上打滑,為此塗層刀具上的后角應比未塗層刀具的后角略大。實踐表明,對鉸刀等一類精加工刀具,加大后角后,可使刃口鋒利,切屑形成容易,打滑現象明顯減少,刀具的使用性能提高。
四、切削用量和切削液。為了充分發揮塗層刀具的性能,必須正確選用切削用量和切削液。塗層刀具由於耐熱性好,抗月牙窪磨損能力強,故可採用較大進給量和切削速度工作,但首先應選取較大進給量。通常塗層高速鋼刀具採用的進給量比未塗層刀具提高10%~100%,提高20%~30%的切削速度是合適的。為了提高工效,塗層硬質合金刀具也可採用比未塗層刀具高25%~70%的切削速度進行切削。用塗層硬質合金通用刀具加工中碳結構鋼時的切削速度,立銑刀可達100~150m/min,鑽頭可達80~100m/min;絲錐加工鑄鐵為20~40m/min。實踐證明,使用20號機械油加10%煤油冷卻時,可使塗層高速鋼鏜刀的壽命提高1~2倍。TiN塗層高速鋼滾刀加工20CrMnTi(197HBS)鋼製斜齒圓柱齒輪(模數m=5)時,使用20號機械油和煤油混合潤滑,刀具壽命可提高5倍左右,即使重磨后也可提高2~3倍,干切時壽命僅提高1倍。 [pre]塗層刀具使用時還要求機床的精度好、剛性高和振動小,刀具或刀片的夾持也應牢固。
塗層材料須具有硬度高、耐磨性好、化學性能穩定、不與工件材料發生化學反應、耐熱耐氧化、摩擦因數低,以及與基體附著牢固等要求。顯然,單一的塗層材料很難滿足上述各項要求。所以硬質塗層材料已由最初只能塗單一的TiC、TiN、AlO,進入到開發厚膜、複合和多元塗層的新階段。新開發的TiCN、TiAlN、TiAlN多元、超薄、超多層塗層與TiC、TiN、AlO等塗層的複合,加上新型的抗塑性變形基體,在改善塗層的韌性、塗層與基體的結合強度、提高塗層耐磨性方面有了重大進展。又突破了在硬質合金基體上塗覆金剛石薄膜技術,全面提高了刀具的性能。
工藝最成熟和應用最廣泛的硬質塗層材料是TiN,但TiN與基體結合強度不及TiC塗層,塗層易剝落,且硬度也不如TiC高,在切削溫度較高時膜層易氧化而被燒蝕。TiC塗層有較高的硬度與耐磨性,抗氧化性也好,但其性脆,不耐衝擊。TiCN兼有TiC和TiN兩種材料的優點,它在塗覆過程中可通過連續改變C、N的成份控制TiCN性質,並形成不同成份的多層結構,可降低塗層的內應力,提高韌性,增加塗層的厚度,阻止裂紋的擴展,減少崩刃。所以,生產的一些刀片,如瑞典Sandvik公司推薦用於加工鋼料的GC4000系列刀片、中國株洲硬質合金廠生產的CN系列刀片、日本東芝公司的T715X和T725X塗層刀片中均有TiCN塗層成份。TiCN基塗層適於加工普通鋼、合金鋼、不鏽鋼和耐磨鑄鐵等材料,用它加工工件時的材料切除率可提高2~3倍。
塗層刀具新工藝
德國某公司開發了Supernitride塗層系列,其中超級氮化鈦塗層有很高的含鋁量,可形成穩定的氧化層(氧化溫度達1000℃),它比一般的TiAlN塗層更硬、更緻密、更耐高溫,適用於高速切削、乾式切削和硬切削的刀具,可加工硬度高達58HRC以上的淬火鋼。
此外,納米超薄膜塗層工藝已日趨成熟。據報道,日本某公司推出了一種高速強力型鑽頭,它是在韌性好的K類(WC+Co)硬質合金基體上交互塗覆了1,000層TiN和AlN超薄膜塗層,塗層厚度約2.5微米。使用表明,該鑽頭的抗彎強度與斷裂韌性可大幅度提高,其硬度則與CBN相當,刀具壽命可提高2倍左右。該公司還開發出ZX塗層立銑刀,超薄膜鍍層數達2,000層,每層厚度約1nm,用該立銑刀加工60HRC的高硬度材料,刀具壽命遠高於TiCN和TiAlN塗層刀具。第八屆中國國際機床展覽會(CIMT2003)上,瑞士某公司推出的納米結構塗層(AITiN/SiN) 立銑刀,其塗層硬度為45GPa,氧化溫度1100℃,切削對比試驗表明,其壽命比TiN塗層立銑刀高3倍,比TiAlCN塗層立銑刀高2倍。除上述AITiN/SiN、TiAlCN新塗層外,還有特定功能的塗層,如MoS、DLC潤滑塗層,其摩擦因數小(0.05),適於塗覆絲錐、鑽頭等刀具,可改善排屑性能,或者作為複合塗層的表面塗層,減少切屑的粘結。
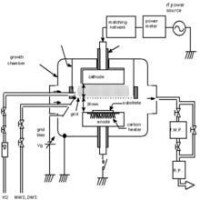
OTF-1200X-4- Ⅲ9HV化學氣相沉積系統
在韌性較好的刀具(刀片)基體上進行表面塗層,塗覆具有高硬度、高耐磨性、耐高溫材料的薄層(如 TiN、TiC等),使刀具(刀片)具有全面、良好的綜合性能。未塗層高速鋼的硬度僅為62~68HRC(760~960HV),硬質合金的硬度僅為 89~93.5HRA(1300~1850HV);而塗層后的表面硬度可達2000~3000HV以上。
①由於表面塗層材料具有很 高的硬度和耐磨性,且耐高溫。故與未塗層的刀具(刀片)相比,塗層刀具允許採用較高的切削速度,從而提高了切削加工效率;或能在相同的切削速度下,提高刀 具壽命。
②由於塗層材料與被加工材料之間的摩擦係數較小,故塗層刀具(刀片)的切削力小於未塗層刀具(刀片)。
③ 用塗層刀具(刀片)加工,零件的已加工表面質量較好。
④由於塗層刀具(刀片)的綜合性能良好,故塗層硬質合金刀片有較好的通用性,一種塗層硬質合金牌號的刀片具有較寬的使用範圍。
塗層刀具在切削刀具中占的比例已達到80%。由於國外企業在高端刀具領域佔據壟斷地位,在我國數控機床專項中,刀具及其核心塗層技術的地位日益受到重視,對塗層技術的突破被列入多項課題研究中。
筆者多次參觀了國際機床工具展覽會,收集到很多資料,並聽取了各大工具公司的技術報告,從而了解到刀具產品表面塗層技術的發展和進步。
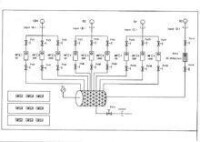
等離子體化學氣相沉積裝置
後來,發展了各種不同組合的多層塗層。筆者在多次展覽會上調查和統計了瑞典、德國、美國、日本、韓國、以色列和中國各公司的CVD塗層硬質合金刀片 產品,塗層材料有以下組合:TiCN/AlO、TiCN/TiC/TiN、TiCN/TiC/AlO、TiCN/AlO/TiN、TiCN /TiC/AlO/TiN、TiCN/AlO/TiCN、TiN、TiC/TiCN/TiN、TiN/TiCN/TiN等。可以看出,近年多用 TiCN或TiN作底層,這是因為基體硬質合金有了改進,例如採用了梯度結構,才有可能用TiCN或TiN墊底。此外,TiN塗層不宜單獨使用,因為與硬 質合金相比,TiN的硬度提高不多,TiN必須與TiC、TiCN、AlO等組合使用。

PVD塗層組件
早年,PVD塗層只用於高速鋼刀具,塗層材料幾乎只用TiN一種。後來,改進了塗層工藝,發展了多種塗層 材料和多層塗層,在硬質合金刀具上也得到了大量的應用。塗層效果比以往大有進步。TiN塗層材料仍在使用,新興的塗層材料是TiAlN和AlTiN,其使 用效果優於TiN。
歐洲的PVD塗層技術水平最高,領先於其他國家和地區。知名的廠商有德國賽利(CemeCon)塗層技術有限公司、歐瑞康巴爾查斯(OerlkonBalzers)公司、德國PVT等離子真空技術公司和丹麥尤尼莫克(Unimerco)公司等。他們的PVD塗層設備和工藝先進,塗層 材料品種多,塗層刀具和其他產品使用性能好。
國外一些知名的高速鋼和硬質合金工具廠,都有塗層刀具(刀片)產品,但塗層設備和工藝多購自塗層技術的專業 公司,或與之合作,而不是自行研製。據悉,瑞典山特維克公司和以色列伊斯卡公司的PVD塗層設備都是從歐瑞康巴爾查斯公司購進的。中國也應當這樣做,這是 一條既好又快的道路。例如,中國哈爾濱第一工具廠和德國PVT公司合作,成立了哈一工普威特鍍膜合資股份公司。歐瑞康巴爾查斯公司在全球設有77個塗層中 心,在中國蘇州、天津和漢江各設有一個中心,中國鄰近城市和地區的工具廠家,其塗層產品多在上述中心進行塗層。湖南株洲硬質合金廠和四川自貢長城硬質合金 廠的塗層設備都是從國外引進的。
利 用“熱絲CVD法”、“等離子體噴射CVD法”、“火焰燃燒法”等工藝能在硬質合金或高速鋼刀具表面沉積金剛石薄膜(10μm)。CVD金剛石膜的力學、物理性能介於天然金剛石和熱壓聚晶PCD金剛石之間,能夠有效地加工有色金屬。
如增加沉積時間,可在基體或襯底(一般用矽片)上沉 積出厚度大於0.5mm的厚膜。將厚膜從基體上剝離,並切割成一定形狀的小塊,再將小塊釺焊在基體刀片(一般為硬質合金刀具)上使用。CVD厚膜金剛石刀 具應用範圍大於薄膜塗層刀具。在CIMT2007上,很多國內外刀具公司都有CVD薄膜金剛石塗層刀具產品,但只有少數廠家有厚膜產品。北京東方天地超硬 材料工具公司能生產金剛石厚膜刀具產品,並且已有多年的經驗。厚膜刀具應用範圍較廣,能加工各種有色金屬、非金屬硬材料及顆粒增強的複合材料等。
武漢大學物理系用直流反應磁控濺射法在刀具表 面沉積出氮化碳(CxNy)超硬塗層薄膜,厚度只有幾個微米,硬度可達40~50GPa。CxNy塗層刀具能切削黑色和有色金屬。
對塗層高速鋼和硬質合金刀具(刀片)的切削性能進行了長期的研究,進行了很多科學實驗。茲介紹部分實驗數據如下:
① 在相同的切削條件下,塗層刀具刀片的使用壽命比未塗層刀具(刀片)提高3~5倍。在相同的切削條件下,相同刀具壽命時,塗層刀具的切削速度比未塗層刀具提 高20~30%。
②在相同的切削條件下,塗層刀具(刀片)的切削力小於未塗層者。筆者用塗覆TiC硬質合金刀片車削鋼材與未塗層刀 片對比,主切削力Fc可減小3%~4%,TiN或TiC/TiN塗層刀片的Fc約可減小6%,進給力Ff與切深力Fp的減小尤為顯著。AlO塗層刀片 與切削力的減小效果與TiN塗層刀片接近。
③筆者曾用CVD塗層金剛石厚膜刀具,加工過硅鋁合金、各種硬鋁、鉛黃銅、無氧銅、碘化 鈦以及纖維增強和顆粒增強的複合材料等,均取得較好效果。但用作超精密切削的刀具,其效果不如天然金剛石刀具。
④筆者曾用CxNy 塗層高速鋼鑽頭在高強度鋼上鑽孔,與未塗層鑽頭相比,塗層鑽頭的使用壽命提高7~9 倍。在其他高速鋼刀具上塗覆CxNy,亦有顯著效果。又曾在硬質合金刀片上塗覆CxNy,用以車削鋼料,效果尚不夠理想,其使用壽命不超過普通TiC塗層 硬質合金刀片。
中國的刀具塗層技術與工業發達國家相比尚有很大差距,塗層刀具的數量也差得很遠,大致只佔全部刀具的20%。其中數 控機床和加工中心上使用得多一些,在普通的非數控機床上則少得可憐,原因是認識問題和價格等因素。我們應該努力提高刀具塗層技術和應用技術的水平,大力推 廣應用塗層刀具,促進切削加工和機械製造水平的提高。

基本信息
- 中文名
- 塗層刀具
- 外文名
- Coated tool
- 類別
- 原理
- 塗層作為一個化學屏障和熱屏障,減少了刀具與工件間的擴散和化學反應
- 材質
- 硬質合金或高速鋼,難熔金屬或非金屬化合物
- 特點
- 塗層
- 性質
- 具有表面硬度高、耐磨性好、化學性能穩定、耐熱耐氧化、摩擦係數小和熱導率低等特性
- 用途
- 加工