型腔模具
型腔模具
型腔模具又叫凹模,是成型塑件外表面的工作零件,按其結構可分為整體式和組合式兩類。是生產製造業的模具術語,構成產品空間的零件稱為成型零件(即模具整體),成型產品外表面的零件稱為型腔模具。
型腔模具準確來說是模具型腔。模具型腔即:構成產品空間的零件稱為成型零件(即模具整體),成型產品外表面的零件(模具)稱為型腔。
模具是用來成型物品的工具,這種工具有各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。按所成型的材料的不同,模具可分為金屬模具和非金屬模具。金屬模具又分為:鑄造模具(有色金屬壓鑄,鋼鐵鑄造)、和鍛造模具等;非金屬模具也分為:塑料模具和無機非金屬模具。而按照模具本身材料的不同,模具可分為:砂型模具,金屬模具,真空模具,石蠟模具等等。其中,隨著高分子塑料的快速發展,塑料模具與人們的生活密切相關。塑料模具一般可分為:注射成型模具,擠塑成型模具,氣輔成型模具等。
型腔模具,又叫凹模,是成型塑件外表面的工作零件,按其結構可分為整體式和組合式兩類。
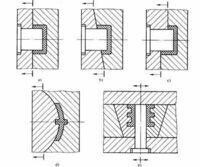
(1)整體式
這類型腔由一整塊金屬材料加工而成。特點是結構簡單、強度大、剛性好,不易變形,塑件無拼縫痕迹,適用於形狀簡單的中小型塑件。
(2)組合式
型腔模具
對於大型複雜模具,可採用圖e所示的側壁鑲拼嵌入式結構,將四側壁與底部分別加工、熱處理、研磨、拋光后壓入模套,四壁以鎖扣形式聯接,為使內側接縫緊密,其聯接處外側應留0.3~0.4mm間隙,在四角嵌入件的圓角半徑R應大於模套圓角半徑r。圖f、g為整體嵌入式,常用於多腔模或外形較複雜的塑件,如塑料齒輪等,整體鑲塊常用冷擠、電鑄或機械加工等方法加工,然後嵌入,它不僅便於加工,且可節省優質鋼材。
模具選材是整個模具製作過程中非常重要的一個環節。模具選材需要滿足三個原則,模具滿足耐磨性、強韌性等工作需求,模具滿足工藝要求,同時模具應滿足經濟適用性。
1.耐磨性
坯料在模具型腔中塑性變性時,沿型腔表面既流動又滑動,使型腔表面與坯料間產生劇烈的摩擦,從而導致模具因磨損而失效。所以材料的耐磨性是模具最基本、最重要的性能之一。
硬度是影響耐磨性的主要因素。一般情況下,模具零件的硬度越高,磨損量越小,耐磨性也越好。另外,耐磨性還與材料中碳化物的種類、數量、形態、大小及分佈有關。
2.強韌性
模具的工作條件大多十分惡劣,有些常承受較大的衝擊負荷,從而導致脆性斷裂。為防止模具零件在工作時突然脆斷,模具要具有較高的強度和韌性。
模具的韌性主要取決於材料的含碳量、晶粒度及組織狀態。
3.疲勞斷裂性能
模具工作過程中,在循環應力的長期作用下,往往導致疲勞斷裂。其形式有小能量多次衝擊疲勞斷裂、拉伸疲勞斷裂接觸疲勞斷裂及彎曲疲勞斷裂。
模具的疲勞斷裂性能主要取決於其強度、韌性、硬度、以及材料中夾雜物的含量。
4.高溫性能
當模具的工作溫度較高進,會使硬度和強度下降,導致模具早期磨損或產生塑性變形而失效。因此,模具材料應具有較高的抗回火穩定性,以保證模具在工作溫度下,具有較高的硬度和強度。
5.耐冷熱疲勞性能
有些模具在工作過程中處於反覆加熱和冷卻的狀態,使型腔表面受拉、壓力變應力的作用,引起表面龜裂和剝落,增大摩擦力,阻礙塑性變形,降低了尺寸精度,從而導致模具失效。冷熱疲勞是熱作模具失效的主要形式之一,幫這類模具應具有較高的耐冷熱疲勞性能。
6.耐蝕性
有些模具如塑料模在工作時,由於塑料中存在氯、氟等元素,受熱後分解析出HCI、HF等強侵蝕性氣體,侵蝕模具型腔表面,加大其表面粗糙度,加劇磨損失效。
模具的製造一般都要經過鍛造、切削加工、熱處理等幾道工序。為保證模具的製造質量,降低生產成本,其材料應具有良好的可鍛性、切削加工性、淬硬性、淬透性及可磨削性;還應具有小的氧化、脫碳敏感性和淬火變形開裂傾向。
1.可鍛性
具有較低的熱鍛變形抗力,塑性好,鍛造溫度範圍寬,鍛裂冷裂及析出網狀碳化物傾向低。
2.退火工藝性
3.切削加工性
切削用量大,刀具損耗低,加工表面粗糙度低。
4.氧化、脫碳敏感性
高溫加熱時抗氧化懷能好,脫碳速度慢,對加熱介質不敏感,產生麻點傾向小。
5.淬硬性
淬火后具有均勻而高的表面硬度。
6.淬透性
淬火后能獲得較深的淬硬層,採用緩和的淬火介質就能淬硬。
7.淬火變形開裂傾向
常規淬火體積變化小,形狀翹曲、畸變輕微,異常變形傾向低。常規淬火開裂敏感性低,對淬火溫度及工件形狀不敏感。
8.可磨削性
砂輪相對損耗小,無燒傷極限磨削用量大,對砂輪質量及冷卻條件不敏感,不易發生磨傷及磨削裂紋。
模具設計製作的要求是:尺寸精確、表面光潔;結構合理、生產效率高、易於自動化;製造容易、壽命高、成本低;設計符合工藝需要,經濟合理。