焊接冶金
焊接冶金
焊接冶金,是指在熔化焊接過程中所發生的“氣體- 熔渣- 金屬”之間的物理、化學變化,熔化金屬的結晶凝固,以及由於焊接熱循環造成的焊接熱影響區內金屬的組織和性能的變化。
焊接冶金
促焊展;焊冶展促冶藝──二熔。
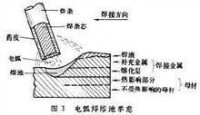
焊化冶 焊化冶反溫短促;反積;,反極激烈。焊化冶程區域(階段)連續;弧焊例,葯皮反區、熔滴反區熔池反區(圖)。
焊接冶金
完善的脫氧可提高焊縫金屬(如鋼)的綜合機械性能。焊接時的脫氧過程可分為兩類:①先期脫氧,即在葯皮的加熱階段,固態葯皮中進行的脫氧反應。②沉澱脫氧,溶於液態金屬(如鋼液)中的脫氧劑直接與金屬液體中的FeO發生脫氧反應;各種鋼焊接時,利用Si、Mn聯合脫氧能取得較好的脫氧效果。沉澱脫氧在脫氧過程中起最後的決定性作用。
焊接冶金
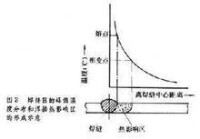
焊接熱源的局部集中,導致不均勻的溫度場。離焊縫越遠,被加熱達到的峰值溫度越低,如圖3所示。不均勻的溫度場將引起不均勻的應力和變形,並造成不均勻的組織和性能變化。此外,焊接熱源始終處於運動狀態之中,焊接區中任何一點的溫度變化都是准穩態,熱源移近時迅速升溫,熱源移開時則迅速降溫。這就決定了焊接過程中所發生的各種冶金學變化都無法達到平衡狀態。
焊接冶金
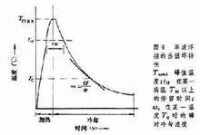
多道焊時,其焊接熱循環具有更為複雜的特點。后一焊道對前一焊道起后熱作用,產生熱處理效果;而前一焊道對后一焊道具有預熱的作用。
焊接冶金
而對調質鋼,其實際回火溫度即為其Tcr。在焊接熱循環的作用下,熱影響區內實質上在進行著一種特殊形式的熱處理,其結果往往是使焊前的熱處理效果受到破壞,在不同的局部位置會產生種種組織變化,從而引起硬化、軟化以及脆化現象,甚至還會產生焊接裂紋。
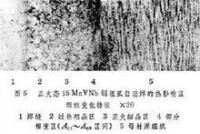
一般說來,對調質鋼而言,凡超過Ac1的部位可能產生淬火組織,而溫度介於Ac1和原始溫度之間的部位將進行回火過程。對非調質鋼而言,在超過Ac1的部位由於發生相變,隨溫度不同而使其晶粒粗細差別很大。例如圖5為正火處理的15MnVNb鋼埋弧自動焊時的熱影響區組織變化特徵。
對於沉澱強化合金,在熱影響區內將產生相的溶解和析出過程,常可見到粗晶粒的局部固溶區和由於過時效而產生的軟化。對於冷作強化的金屬,在熱影響區內由於發生回復和再結晶過程,而可出現軟化區域。

基本信息
- 中文名
- 焊接冶金