共找到2條詞條名為模具溫度控制機的結果 展開
- 模具溫度控制機
- 利德模溫機
模具溫度控制機
模具溫度控制機
模溫機又叫模具溫度控制機,最初應用在注塑模具的控溫行業。後來隨著機械行業的發展應用越來越廣泛,現在模溫機一般分水溫機、油溫機,控溫精度可以達到±0.1℃。
模徠溫機廣泛應用於塑膠成型、壓鑄、橡膠輪胎、輥筒、化工反應釜、粘合、密煉等各行各業。從廣義方面講,叫溫度控制設備,包含加溫和冷凍兩個方面的溫度控制。
模溫機在塑膠行業的運用比較普遍,主要作用是:
1、提高產品的成型效率;
2、降低不良品的產生;
3、提高產品的外觀,抑制產品的缺陷;
4、加快生產進度,降低能耗,節約能源。
模溫機在壓鑄行業的運用也有很大的空間,特別是在鎂合金,鋁合金的製造中,不平均或不適當的模具溫度會導致鑄件尺寸不穩定,在生產過程中頂出鑄件變形,產生熱壓力、黏模、表面凹陷、內縮孔及熱泡等缺陷。對生產周期也產生影響,如填充時間、冷卻時間及噴塗時間都產生不穩定的變數。模具的壽命也會因受到過冷過熱的衝擊而導致昂貴的鋼材產生熱裂,加速其老化。
在現代化的工廠中,因應市場的競爭,節省人力,提高品質,降低成本的經營策略是刻不容緩的,模溫機的使用,可使模具預熱時間減少,成品表面質量提升及可完全自動化生產。提高模具壽命是提高生產力的必要手段。
溫度控制機在其他行業的運用則是設備構成的必然條件,叫法也不同。在PVC片材輥輪控溫中叫油加熱器,在擠出機設備中叫溫控裝置,在橡膠密煉機設備中叫溫度控制系統或叫溫控機,這些設備中基本上是一個先快速升溫,然後是保溫的過程。而在橡膠設備中升溫后還需要長期執行一個降溫冷卻的過程。
模溫機由水箱、加熱冷卻系統、動力傳輸系統、液位控制系統以及溫度感測器、注入口等器件組成。通常情況下,動力傳輸系統中的泵使熱流體從裝有內置加熱器和冷卻器的水箱中到達模具,再從模具回到水箱;溫度感測器測量熱流體的溫度並把數據傳送到控制部分的控制器;控制器調節熱流體的溫度,從而間接調節模具的溫度。如果模溫機在生產中,模具的溫度超過控制器的設定值,控制器就會打開電磁閥接通進水管,直到熱流液的溫度,即模具的溫度回到設定值。如果模具溫度低於設定值,控制器就會打開加熱器。
1、最高使用溫度40℃-180℃,控溫精度±1℃;
2、微電腦觸摸式控制操作簡單;
3、開機自動排氣;
4、出水、回水溫度顯示;
5、模具回水功能(選購);
6、不鏽鋼管路,減少管陰及銹垢;
7、故障顯示,維修不用專業人員。
普通水加熱系列功率為6KW-30KW溫度在30℃-120℃;
普通油加熱系列功率為6KW-72KW溫度在30℃-200℃;
高溫水加熱系列功率6KW-120KW溫度在120℃-180℃;
高溫油加熱系列功率18KW-120KW溫度在250℃-350℃。

溫度控制器
2、兩組電熱管,可單獨使用或共同啟用;
3、加溫及冷卻時間快速,溫度穩定;4、電熱筒等採用不鏽鋼材質;
5、安全保護及故障指示系統完善;
應用領域,石油及化學工業:聚合、縮合、蒸餾、熔融、脫水、強制保溫。
油脂工業:脂肪酸蒸餾、油脂分解、濃縮、酯化、真空臭等反應釜控溫,反應釜加熱。
合成纖維工業:聚合、熔融、紡絲、延伸、乾燥。
紡織印染工作:熱定型輥筒加熱、烘房加熱、染色。
非織造工業:無紡布。
飼料工業:烘乾。
塑料及橡膠工業:熱壓、壓延、擠壓、硫化成型。
造紙工業:乾燥、波紋紙加工。
木材工業:多合板、纖維板加壓成型、層壓板加熱,熱壓板加熱,油壓機控溫,木材幹燥。
建材工作:石膏板烘乾、瀝青加熱、混凝土構件養護。
機械工業:噴漆、印花烘乾。
空調工業:工業廠房及民用建築採暖。
築路工業:瀝青熔化、保溫。
製藥工業:烘乾。
輕工業:生產油墨、洗衣粉。
化工輕工:聚合、縮合反應、蒸餾、精餾、濃縮、蒸發、熔融
石油化工:合成、反應、蒸餾、精餾、加熱、保溫、儲罐加熱、重油加熱
油脂:油脂分解、脫臭、脂肪酸蒸餾、加熱、加氫反應、酯化
塑料橡膠:熱壓、壓延、擠壓、硫化成型
皮革行業:人造皮革加工
紡織印染:熱定型、乾燥、焙烘、蒸發、熔融
化纖纖維:聚合反應、熔融紡紗、織機加工、模壓、熱固、延伸、乾燥
塗裝油漆:油漆烘烤、乾燥、高溫固熔化、家電、車輛烘漆、塗裝
汽車飛機:塗裝烘漆、乾燥、加熱成型、高溫粘結
木材加工:熱壓、乾燥、木材加工及木製品(制材、傢具)、人造板(中密度纖維板、
刨花板、膠合板、定向刨花板)人造纖維板、層壓板成型、木材幹燥、木材烘乾、
膠合板、刨花板、中密度板、適用燃料(砂光粉、木粉、樹皮、木塊)
林產工業:熱壓、乾燥、人造板、中密度纖維板、刨花板、定向刨花板、麥秸板、膠合板\人造板飾面、木材加工、制材、實木地板、木材幹燥、木製品、傢具、實木地板 造紙印刷:波紋板加工、紙張加工、油墨生產加工、熱熔融、乾燥
建築建材:瀝青溶解、混凝土熟化罐、防水材料和油耗生產
水泥:燃料加熱 碳素工業:瀝青加熱、保溫、熔化、熔融、浸漬、混練、成型
公路交通:築路機械、瀝青加熱、熔化、保溫 市政公路築路:瀝青加熱、熔化、保溫
瀝青加熱:瀝青加溫、熔化
空調:暖氣熱源、採暖通風、輻射供暖
製藥工業:醫藥保健
原子能工業:核燃料處理
金屬加工:酸洗、電鍍、塗裝、油浴、熱處理
電氣:樹脂浸漬、溶解、保溫
電鍍行業:鍍鋅、鍍鉻、鍍銀
計算方法
1.特殊的情況需進行計算:
A、求加熱器功率或冷凍功率 KW=W×△t×C×S/860×T
W=模具重量或冷卻水 KG
△t=所需溫度和起始溫度之間的溫差。
C= 比熱 油(0.5),鋼(0.11),水(1),塑料(0.45~0.55)
T=加溫至所需溫度的時間(小時)
B、求泵的大小
需了解客戶所需泵浦流量和壓力(揚程)
P(壓力Kg/cm2)=0.1×H(揚程M)×α(傳熱媒體比重,水=1,油=0.7-0.9)
L(媒體所需流量L/min)=Q(模具所需熱量Kcal/H)/C(媒體比熱水=1 油=0.45)×△t(循環媒體進出模具的溫差)×α×60
注意事項
選擇模溫機時,以下各點是主要的考慮因素:
1、泵的大小和功率;
2、內部管路的尺寸;
3、加熱功率;
4、冷卻功率力;
5、控制形式;
從已知的每周期所需散熱量我們可以很容易計算冷卻液需要容積流速,其後再得出所需的正確冷卻能力,模溫控制器的製造商大都提供計算最低的泵流速公式。表4.1在選擇泵時是很有用,它準確地列出了不同塑料的散熱能力。
以下決定泵所需要提供最低流速的經驗法則:
若模腔表面各處的溫差是5℃時,
0.75gal/min/kW @5℃溫差或是
3.4151/min/kW @5℃溫差
若模腔表面各處的溫差是1℃,則所需的最低流速需要按比例乘大五倍即是3.75gal/min/kW 或是 17.031/min/kW。為了獲得產品質量的穩定性,很多注塑公司都應該把模腔表面的溫差控制在1-2℃, 可 是 實 際 上其中很多的注塑廠商可能並不知道這溫差的重要性或是認為溫差的最佳範圍是5-8℃。
計算冷卻液所需的容積流速,應使用以下的程序:
1.先計算栽一塑料/模具組合的所城要排走的熱量:若
以前述的PC杯模為例,則實際需要散去的熱量是:
一模件毛重(g)/冷卻時間(s)=208/12=17.333g/s
PC的散熱率是=368J/g或是368kJ/kg
所以每周期需要散去的熱量=368×17.33/1,000=6.377kW
2.再計算冷卻所需的容積流速:
按照上述的經驗法則若模腔表面的溫差是5℃時,流速=6.377×0.75=4.78gal/min或是=6.377×3.41=21.751/min 若模腔表現的溫差是1℃則流速=4.78×5=23.9gal/min或是=21.75×5=108.731/min
3.泵流速的規定
為了得到良好的散熱效果,泵的流速能力應較計算的結果最少大10%,所以需使用27gal/min或是120/min的泵。
4.泵壓力的規定;
一般模溫控制器的操作壓力在2-5bar(29-72.5psi),由於在壓力不足的情況下會影響冷卻液的容積流速(流動的阻力產生壓力損失),所以泵的壓力愈高,流速愈穩定。
對於冷卻管道很細小的模具(例如管道直徑是6mm/0. 236in),泵的壓力便需要有10bar(145psi)才可提供足夠的散熱速度(即是冷卻液速度)。
大體上冷卻液的容積液速要求愈高,管道的直徑愈少則所需要的泵輸出壓力愈大。所以在一般應用模溫控制器的壓力應超過了3bar(43.5psi). B、加熱能力
圖4.8是典型的加熱計算表,提供了就模具重所需要的加熱量。圖4.8的計算用法下:
1.縱軸代表著模具的重量。
2.橫軸代表著模具升溫至所需溫度的熱量,單位是kW/hr。
3. 37℃-121℃的各溫度斜線提供了模具重量和模溫控制器的發熱能力在相應溫度下的關係。
例如我們可以從圖查知:
1.把重量500kg的模具升溫至50℃所 需的加熱能力是3.3kW/hr。
2.把重700kg的模具升溫至65℃所需的別熱能力是6.5kW/hr。
總的來說,加熱能力愈強,則所需的升溫時間,便相應地減少了(加熱能力雙倍,升溫時間減少)。往往就是因為模溫控制器的能力太低,引致模具不能達到最佳的溫度狀態。欲想知道模溫控制器實際表現,我們可以比較它的實際的和計算的模具升溫時間。
冷凍能力
模溫控制器的冷凍線路的設計和組成零件對模溫的精確控制致為重要。當模具或加溫液的溫度上升至設定值時,模溫控制器必須能快速地及有效地避免溫度繼續上升,辦法是引進另一較低溫度的液體,其引進的控制由電磁閥負責。所以溫度超馳的消除和穩定性取決於電磁閥的大小。
冷卻電磁閥的孔徑可用以下的公式計算:
冷凍能力(gal/min)=kW×3.16/△t

模具溫度控制機
以下表列出了不同電磁閥孔徑所能提供的容積流速:
電磁閥孔徑 容積流速
in mm gal/min 1/min
0.25 6.35 0.7 3.18
0.375 9.53 1.2 5.45
0.500 12.70 3.3 14.98
0.750 19.65 5.4 24.52
1.000 25.40 10.0 45.40
1.250 31.75 13.0 59.02
1.500 38.10 20.0 90.80
計算了冷凍能力后便可從以上表找出相應的電磁閥,如以下的例子:
PC杯模需要排走的熱量是6.377kW
生產的設定溫度是 90℃
冷凍水的溫度是 18℃
△T=90-18=72℃
所以冷凍能力=6.377×316/72=0.28gal/min或1.271/min
從上表可知道孔徑為6.35mm/0.250in的電磁閥可提供足夠的容積流速,適宜使用於模溫控制範圍是±1℃的精確要求。電磁閥閥門的壓力降影響著流速。上表的流速數值是基於1bar(14.5psi)的壓力降。所 以 壓力降愈高,冷凍水的流速愈快。電磁閥的典型的壓力降是2bar(29psi)。 C、液體式模溫加熱控制系統
任何一台模溫控制器的主要目的是把模具溫度控制在(±2°F)的範圍內。所以對於運行在模具管路間的液體的升溫控制必須精確,否則模具溫度控制的目的便不能達到了。
某些模溫控制器的控制方法祗屬於開/關形式,其工作原理是比較實際和設定的溫度。倘若實際的溫度比較設定的溫度低很多,電熱便全開,待實際溫度達到設定值時,電熱便被關上,由於開/關形式 的 控 制 產 生 了很大的實際正負溫度偏差。這溫度變化不單祗直接地影響著液體的溫度,還間接地帶給了模具很大的過度升降,不消說最後定必反映在成品的質量上。
所以我們應該使用PID(比例、積分、微分)形式的加熱控制系統,它可以保證模具的溫度控制維持在±1℃(±2°F)的範圍內。
操作流程
一、啟動前的檢查
1、周圍是否清潔無雜物,檢查電源、加熱器、控制器、壓力表、泵浦等是否正常.
2、檢查膨脹油箱油位是否在1/2-3/5 液位以上位置,液位感應器等是否正常.
3、接通控制櫃電源,檢查電壓是否正常,檢查指示燈及各顯示儀錶是否正常.
二、啟動
1、啟動導熱油循環泵,啟泵后正常循環0.5小時左右使壓力平穩;
2、按加熱啟動按鈕,觀察加熱是否正常;
三、停機操作
1、正常停機①逐步降低溫度,停止加熱;②待導熱油溫度降至70℃以下,停止導熱油循環泵的運行;③關閉總電源,做好交接班記錄。
2、緊急停機如果因緊急情況緊急停機時,應迅速關閉加熱管,以便導熱油自然冷卻,防止過熱。
四、注意事項
1、檢查時應注意檢查電加熱導熱油爐周圍是否發生泄漏,附近應有配置足夠的油類及電器類的消防器材,不準用水作為滅火劑;
選擇適當的模溫控制器
胡亂選購模溫控制品可以隨時帶來20%利潤的損失,所以我們在購置時必需詳細考慮生產的需要,嚴格審定模溫控制器各項的能力,才好作出決定。可惜人們常常忽略了這注塑技術極其重要的環節,往往在生產力和品質出了問題時才醒覺。
模溫機中水溫機與油溫機的區別
水溫機跟油溫機最大的區別就是,而水溫機是運水式模溫機,油溫機是運油式模溫機。
什麼是水溫機?
水溫機顧名思義,是以導熱水作為傳熱媒介的模溫機,通常也叫運水式模溫機、水循環溫度控制機、水加熱器、導熱水加熱器。
超高溫水溫機(180℃)的產品特點:
1、電腦觸摸式控制,操作簡單易懂;
2、微電腦雙組P.I.D溫度控制表,觸摸式內儲、自動演算;
3、安全保護及故障指示系統完善;
4、組件使用年限長;
5、升降溫速度快,溫度精確穩定;
6、適合不同溫控場所使用,節能效果明顯;
7、不鏽鋼一體成型,管損小,加熟均勻;
8、開機自動排氣功能。
在正常大氣壓下,水的沸點是100℃。因此,在不加壓的情況下,水溫機的控制溫度只能小於等於100℃。而高溫水溫機在實際應用中,通過加大管路壓力,可以將水溫機的控溫溫度提高到180℃,從而擴大了水溫機的應用範圍。
什麼是油溫機?
油溫機顧名思義,就是以導熱油做為傳熱媒介的模溫機。油溫機自身設有一個儲油箱,工作時導熱油由儲油箱進入系統,經循環泵打入到模具或其它需要控溫的設備,導熱油從被控溫設備出來后,再返回到系統,周而復始。導熱油同過加熱器升溫,當感溫探頭探測到的媒體溫度達到設定值時,加熱器停止工作。當溫度低於設定值時,加熱器開始工作,當溫度達到設定值后,又停止工作。如此循環往複。
超高溫油溫機(350℃)的產品特點:
1、電腦觸摸式控制,操作簡單易懂;
2、微電腦雙組P.I.D溫度控制表,觸摸式內儲、自動演算;
3、安全保護及故障指示系統;
4、組件使用年限長;
5、升降溫速度快,溫度精確穩定;
6、獨特的又功率加熱設計,適合不同溫控場所使用,節能效果明顯;
7、不鏽鋼一體成型,管捐小,加熟均勻;
8、開機自動排氣功能;
9、模具回油溫度檢測表。
模溫機的冷卻方式分為直接冷卻和間接冷卻。間接冷卻方式採用冷卻迴路與主迴路分開,而直接冷卻方式,冷卻迴路直接參與到主迴路中。運水式模溫機通常採用直接冷卻方式。而運油式模溫機,由於加熱過程中,水和油不能參雜在一起,所以都採用間接冷卻方式,其做法通常採用板式交換器進行冷卻。
高溫運水式模溫機由於溫度通常使用在160℃以上,因此,內部主管路循環的都為高溫蒸汽,此時內部管路壓力比較大,若使用直接冷卻的方式,需要外部水壓大於內部主管路水壓才能進入主管路冷卻。此種方法易殘生危險。所以高溫水式模溫機也多採用間接冷卻方式。
直徠接冷卻的優點和缺點:直接冷卻只能用於溫度較低的場合,但採用直接冷卻的方式降溫速度快。
間接冷卻的優點和缺點:間接冷卻適用於高溫模溫機,但是熱交換速度慢,熱量會在熱交換中散失。因此,當介質的實際溫度與設定值偏差較大時,我們採用冷卻能力較大的直接冷卻方式。
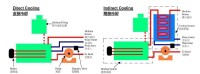
直接冷卻和間接冷卻
1. 購買了新的模溫機,在使用前請檢查冷卻水是否流通,防止因冷卻水不足而對模溫機產生損壞。我們要保持模溫機的工作環境清潔,避免灰塵,這樣可以大大延長模溫機電器元件的使用壽命。
2. 新的模溫機,我們要根據使用的導熱媒介做出不同的保養的措施。對於媒介是水的,我們要保持水源的清潔,這樣不容易結垢,還可以防止管路堵塞。對於媒介是油的,我們要根據使用溫度,定期更換,對於200℃以上的,我們要定期一兩個月更換一次,而200℃以下的,我們則可以一個季度左右更換一次,這樣就很好避免了溫度加不上的問題。
3. 在管路方面,我們要根據泵浦和壓力的關係,來判斷管路是否有堵塞的現象,如果壓力過小,我們可以把發熱管取出並用工具清理,特別是系統入口的過濾器網罩,最好一個月清洗一次。
4. 定期檢查模溫機水泵和油泵是否漏油,有需要的話,泵軸封也可以定期更換。
5. 電器元件上,我們可以根據元件的使用壽命適時地更換,定期地測試,以保障安全。
1、注塑模具的熱平衡控制注塑機和模具的熱傳導是生產注塑件的關鍵。模具內部,由塑料(如熱塑性塑料)帶來的熱量通過熱輻射傳遞給材料和模具的鋼材,通過對流傳遞給導熱流體。另外,熱量通過熱輻射被傳遞到大氣和模架。被導熱流體吸收的熱量由模溫機來帶走。
2、控制模具溫度的目的和模具溫度對注塑件的影響注塑工藝中,控制模具溫度的主要目的一是將模具加熱到工作溫度,二是保持模具溫度恆定在工作溫度。以上兩點做的成功的話,可以把循環時間最優化,進而保證注塑件穩定的高質量。模具溫度會影響表面質量,流動性,收縮率,注塑周期以及變形等幾方面。
模具溫度過高或不足對不同的材料會帶來不同的影響。對熱塑性塑料而言,模具溫度高一點通常會改善表面質量和流動性,但會延長冷卻時間和注塑周期。模具溫度低一點會降低在模具內的收縮,但會增加脫模后注塑件的收縮率。而對熱固性塑料來說,高一點的模具溫度通常會減少循環時間,且時間由零件冷卻所需時間決定。此外,在塑膠的加工中,高一點的模具溫度還會減少塑化時間,減少循環次數。
3、有效控制模具溫度的預備條件溫度控制系統由模具、模溫機、導熱流體三部分組成。為了確保熱量能加給模具或移走,系統各部分必須滿足以下條件:首先是在模具內部,冷卻通道的表面積必須足夠大,流道直徑要匹配泵的能力(泵的壓力)。型腔中的溫度分佈對零件變形和內在壓力有很大的影響。合理設置冷卻通道可以降低內在壓力,從而提高了注塑件的質量。
它還可以縮短循環時間,降低產品成本。其次是模溫機必須能夠使導熱流體的溫度恆定在1℃-3℃的範圍內,具體根據注塑件質量要求來定。第三是導熱流體必須具有良好的熱傳導能力,最重要的是,它要能在短時間內導入或導出大量的熱量。從熱力學的角度來看,水明顯比油好。
