沸騰鋼鋼錠
沸騰鋼鋼錠
沸騰鋼鋼錠指的是未完全脫氧鋼水注入鋼錠模凝固形成的鋼錠。因在凝固過程中逸出氣體引起“沸騰”現象而得名。1919年美國希伯德(R.Hibbard)觀察到沸騰鋼錠在沸騰過程中頂面逐漸“收邊”(形成凝固邊緣)現象,首次用rim即邊緣一詞表示沸騰鋼。沸騰鋼鋼錠一般採用上小下大敞口鋼錠模或瓶口鋼錠模澆注。
沸騰鋼鋼錠一般採用上小下大敞口鋼錠模或瓶口鋼錠模澆注。未完全脫氧鋼水注入模內,伴隨著結晶發生[C]和[O]的富集,引起[C]+[O]={CO}↑反應,析出的大量CO氣體帶動鋼水沿凝固前沿上升,再由錠心下降,形成對流和沸騰,注畢繼續沸騰一定時間后,頂面鋼水被強制凝固封頂。鋼錠液芯部分殘餘鋼水在較大壓力下繼續結晶,直至完全凝固。沸騰鋼鋼水成分有嚴格限制,要求[C]≤0.3%,[Mn]≤0.6%,[Si]及[Al]都應為痕迹量;碳過低([C]<0.03%)或硫過高([S]>0.1%的易切鋼)的鋼水難以澆注出合格的沸騰鋼鋼錠。邊長小於150mm的小型鋼錠也不適於澆注沸騰鋼。
沸騰鋼澆注時模內鋼水的良好沸騰,有利於防止翻皮、夾渣等表面缺陷,鋼錠表面質量好;且殘留於頭部的氣泡抵消了鋼的冷凝收縮,不產生集中的一次縮孔,鋼錠成坯率高,加以脫氧合金消耗也少,因而鋼材生產成本低,是經濟實用的鋼材品種。沸騰鋼鋼錠可軋制薄板、中板、棒材和線材等,用於製造一般建築構件、汽車深沖件、薄壁衝壓件、焊管及焊條等。軋制壓縮比足夠大時,沸騰鋼錠內部的各類氣泡,完全可以焊合。熱軋沸騰鋼鋼材具有良好的塑性,屈服強度最高級別達235~255 MPa。但其時效敏感性、低溫脆性等指標不如鎮靜鋼。鋼材化學成分偏析也較大,使其應用受到一定限制。沸騰鋼鋼錠生產已有百餘年歷史。長期的生產實踐與理論研究,已能對沸騰鋼鋼錠澆注過程的排氣狀況、鋼錠氣泡分佈及偏析規律等問題給出定量或半定量地確切分析。近20多年來連續鑄鋼迅速發展,已逐步取代模鑄。沸騰鋼不適於連鑄,沸騰鋼鋼錠的產量及其所佔比例將日趨降低。以至可能停止生產。而已開發成功的低硅、低鋁的“准沸騰鋼”可進行連鑄,這將使沸騰鋼的某些優點得以在連鑄鋼中延續。
典型的沸騰鋼鋼錠結構為自表面至中心由堅殼帶、蜂窩氣泡帶、中間堅實帶、二次氣泡帶和錠心帶5個區域組成。(圖1)前3個帶系鋼水自由沸騰期間所形成,又統稱沸騰層。鋼水氧化性不同或封頂方法不同,沸騰鋼鋼錠結構會發生明顯變化。就晶體結構而論,沸騰鋼鋼錠由細小等軸晶、柱狀晶及粗大等軸晶三帶構成。但由於沸騰鋼鋼錠在凝固過程中鋼水的沸騰作用,形成了其特有的氣泡帶結構、成分偏析和大型非金屬夾雜物的聚集帶。沸騰鋼鋼錠中的各類氣泡容積的總和,可以抵消鋼水的冷凝收縮,鋼錠中不產生集中的縮孔,鋼錠頭部一般略有上漲和上凸。
沸騰鋼鋼錠凝固過程中,隨著結晶速度和排氣條件的變化,形成不同的結晶帶:
(1)堅殼帶。鋼水注入模內,受到模壁的強烈冷卻而快速結晶,形成細小等軸晶的激冷層。隨後柱狀晶開始生長,〔C〕、〔O〕因結晶液析而在凝固前沿富集,使(〔C〕·〔O〕)實際增加,遠遠超過(〔C〕 ·〔O〕)平衡值,〔C〕、〔O〕間反應激烈進行,引起模內鋼水強烈沸騰,產生的CO氣體全部上浮排除,形成無氣泡的堅殼帶。鋼水氧化性愈強或注速愈慢,模內沸騰愈激烈,堅殼帶愈厚。在正常條件下,堅殼帶厚度為8~20mm以上。
(2)蜂窩氣泡帶。隨著柱狀晶的發展,結晶速度逐漸減慢,〔C〕、〔O〕富集的速度減慢;而鋼水靜壓力逐漸增加,使(〔C〕·〔O〕)平衡值隨之增大。這樣,〔C〕·〔O〕的過飽和值逐漸減小,〔c〕-〔O〕反應雖能進行,但CO產生量及排氣速度減慢模內沸騰相應減弱。於是氣泡在柱狀晶間生成,並隨柱狀晶的發展而發展。氣泡長大速度大於結晶速度時,氣泡斷面逐漸增大。突出凝固前沿發展到鋼水中的部分增大到一定程度即不時地斷裂上浮;埋入柱狀晶部分則殘留在鋼錠中。氣泡長大速度與結晶速度相等時,氣泡拉長長大。當氣泡長大速度小於結晶速度時,氣泡斷面逐漸縮小,呈蝌尾形滯留在鋼錠中。因此,蜂窩氣泡帶為密集分佈於柱狀晶之間,縱斷面呈周期性變化的長形蟲狀氣泡群,橫斷面酷似蜂窩,單個氣泡直徑約4~8mm,長度小於70~80 mm。蜂窩氣泡帶通常只分佈在鋼錠的下半部。鋼錠上部鋼水靜壓力小,CO氣泡大量生成,特別是下部氣泡的上浮、膨脹和沖刷作用,使上部氣泡更能充分逸出。沸騰強度增加,蜂窩氣泡帶的分佈高度降低。一般情況下,蜂窩氣泡帶的發展一直延續到鋼錠封頂時為止。根據沸騰時間的長短,蜂窩氣泡帶的寬度一般為30~100mm。
(3)中間堅實帶。鋼錠的封頂使產生氣泡需要克服的外壓力突然增加,凝固前沿的(〔C〕·〔O〕)實際<(〔C〕·〔O〕)平衡,抑制了〔C〕-〔O〕反應的繼續進行,不再產生氣泡,但結晶過程依舊進行,因而形成無氣泡的中間堅實帶。
(4)二次氣泡帶。隨著柱狀晶的繼續發展,凝固前沿鋼水中的〔C〕和〔O〕進一步富集,而由於鋼水的冷凝收縮,鋼水凝固殼封閉空間的壓力降低,使鋼水中的(〔C〕·〔O〕)實際重新超過(〔C〕·〔O〕)平衡,從而再次發生微弱的〔C〕-〔O〕反應,產生氣泡呈球形的二次氣泡帶。它們離鋼錠表面的距離幾乎相等,有時一直分佈到鋼錠最上部。低倍試片上還發現,在蜂窩氣泡與隨後形成的二次氣泡之間往往有針孔或成串的微氣泡相連。說明此間仍有少量氣體產生。
(5)錠心帶。當錠心結晶時,由於沸騰大體已經停止,與鎮靜鋼相仿,也生成粗大等軸晶。但因仍有〔C〕和〔O〕的富集及液心體積的收縮,使錠心仍有氣泡生成。一部分氣泡還能逐漸向上移動,在鋼錠上部最後凝固區形成形狀不規則的大氣泡和中心疏鬆區,而錠心帶下部組織則是均勻緻密的。
受沸騰強度、沸騰時間及封頂方法等因素的影響,沸騰鋼鋼錠在結構上存在著很大差異。圖1為5種有代表性的沸騰鋼鋼錠結構縱剖面示意圖。圖1a為敞口模壓蓋封頂的典型沸騰鋼鋼錠結構;圖1b為模內鋼水沸騰弱時形成的鋼錠結構;圖1c為模內鋼水沸騰過強時形成的鋼錠結構;圖1d為敞口模化學封頂鋼錠結構,只由堅殼帶、蜂窩氣泡帶和錠心帶3個帶組成;圖1e為瓶式機械封頂鋼錠結構。
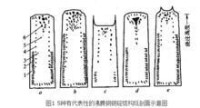
沸騰鋼鋼錠
b—沸騰過弱時的沸騰鋼鋼錠結構;
c—沸騰過強時的沸騰鋼鋼錠結構;
d—化學封頂沸騰鋼鋼錠結構;
e—瓶口模壓蓋沸騰鋼鋼錠結構
1—堅殼帶;2—蜂窩氣泡帶;3—中間堅實帶;
4—二次氣泡帶;5—錠心帶;6—頭部縮孔
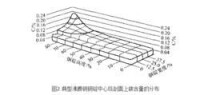
沸騰鋼鋼錠凝固時強烈析出氣體,引起鋼水強制對流與沸騰,使鎮靜鋼鋼錠中常見的偏析帶大為改觀。沸騰鋼鋼錠一般沒有倒V形偏析和明顯的V形偏析。但在鋼錠內,卻存在著顯著的宏觀偏析。圖2為典型沸騰鋼鋼錠中心縱剖面上碳含量的分布圖。其他偏析元素,特別是磷、硫等雜質元素,也都有相似的分佈規律。在沸騰鋼鋼錠內,偏析元素含量由表面向中心、自錠底向頭部逐步增高。鋼錠下部約1/3高度內,偏析元素含量由表面向中心的增加較平緩,多數情況下為負偏析區;而在上部約1/3高度內,偏析元素含量由表面向中心增加急劇,且在上部10%~20%高度內,軸心區偏析元素含量達最高值,成為沸騰鋼錠內最嚴重的偏析區。
沸騰鋼鋼錠
不同元素的偏析傾向與其偏析係數(1-K)值有關(K為某元素在某一平衡溫度下固相中濃度與液相中濃度之比,稱平衡分配比)。磷、硫偏析傾向最大,碳次之,硅、錳偏析傾向最小。沸騰鋼鋼錠中成分偏析還隨沸騰強度和沸騰時間的加劇和延長以及鋼錠的加大而增加;過氧化鋼水及高溫澆注的鋼錠,元素偏析度亦增大;化學封頂的鋼錠因沸騰時間較短,元素的偏析度減小,但錠心正偏析區擴大而且最大偏析區下移;瓶式機械封頂鋼錠由於模內鋼水沸騰較弱和沸騰時間較短,元素偏析度低於敞口壓蓋封頂鋼錠。
對於沸騰鋼錠的成分偏析,迄今尚無法徹底消除,只能控制其過度發展,減輕其危害程度。控制沸騰鋼鋼錠偏析的主要措施有:(1)儘可能降低鋼中硫、磷等雜質元素的含量;(2)防止鋼水過氧化,控制模內鋼水沸騰;(3)縮短模內鋼水沸騰時間,儘早封頂。
沸騰鋼鋼錠中氧化物夾雜主要分佈在堅殼帶和錠心下部沉積錐區。其成分基本為鐵錳硅酸鹽。氧化物和硅酸鹽夾雜的數量和分佈特徵與注溫、注速及沸騰強度有關。注溫高、注速快和沸騰強時夾雜物減少。瓶式鋼錠的錠心下部夾雜物少於敞口錠,而硅鐵封頂鋼錠,錠心帶下部硅酸鹽夾雜增多。硫化物夾雜則主要分佈在錠心區,在錠心上部最後凝固區出現硫化物最高分佈區。
將沸騰鋼鋼水澆注成鋼錠的方法及技術。
錠型及澆注方法的選擇 澆注沸騰鋼的鋼錠模有兩種:上小下大敞口模和瓶口模。前者適於澆注錠重小於7t的中、小型沸騰鋼鋼錠,有利於保證足夠的堅殼帶厚度;後者適於澆注大型沸騰鋼鋼錠,以減少鋼錠中成分偏析。中國沸騰鋼鋼錠較小,普遍採用下注法澆注,鋼錠表面質量好,成坯率高。(見彩圖插頁第18、20頁)美國、蘇聯等工業發達國家,為了提高鑄錠車間生產能力,自20世紀70年代將沸騰鋼傳統的下注改為快速上注。採用快速上注可將出鋼溫度降低20~30℃,鑄錠車間生產能力增加20%~40%,並可減少漏鋼事故。但由於快速上注的注流會衝擊熔蝕底板,併產生鋼水飛濺;同時鋼水靜壓力增加過快會抑制沸騰,故必須採用底板保護、模內防濺筒和加助沸劑等相應技術措施。
鋼水氧化性是影響沸騰鋼鋼錠質量的最重要因素。鋼水氧化性通常用鋼水中實際含氧量[O]實際與同碳相平衡時的含氧量[O]C的差值,即[O]實際-[O]C=△[O]值來量度。沸騰鋼水適宜氧化性的標誌是保證模內鋼水良好的沸騰,即保證適宜的CO排出速度。工業生產中往往採用向盛鋼桶或鋼錠模內的鋼水加少量鋁,以調節鋼水氧化性。20世紀70年代初開始應用的濃差電池鋼水定氧技術,為在線快速直接測定並及時準確地調整鋼中氧含量提供了可能性。可以根據鋼種、錠型、注速及封頂方法等澆注條件的不同,試驗確定出各自條件下的適宜鋼水含氧量。鋼水氧化性還要根據模內鋼水沸騰情況及時進行必要的調整。鋼水氧化性適宜,模內沸騰均勻活躍,氣泡多而小;鋼水面上昇平穩,四周略高,中心稍凹;浮渣在液面中心區浮遊;鋼水對流循環區較寬。
沸騰鋼注溫高時,鋼錠初始凝固速度減慢,CO氣體排出時間滯后、排出的強度弱,將對模內沸騰起抑制作用,使堅殼帶減薄,甚至有氣溝與蜂窩氣泡相通,在沸騰末期排氣劇烈,從而使封頂困難,成分偏析加劇。注溫過低,模內鋼水沸騰不良,錠心下部非金屬夾雜物增多且使後部幾組鋼錠難以正常澆注。必須根據鋼種掌握適宜的注溫。注速是調整模內沸騰強度的一個輔助手段。慢注有利於沸騰,堅殼帶增厚。對於6.6~8t沸騰鋼敞口錠,堅殼帶厚度δ(mm)與澆注線速度υ(m/min)有下列經驗關係:δ=8.5/υ+2.5。下注沸騰鋼的平均注速為0.15~0.30m/min,快速上注平均注速1.0~2.0m/min。下注沸騰鋼的過程注速應該是開注平穩、緩慢;當模內鋼水升至鋼錠1/5~1/4高度並出現正常沸騰后,即加快注速全流澆注。澆至離預定澆高還有200~400mm時,逐漸減速,以利於封頂。沸騰鋼快速上注則採用“一開到底”操作,即全程進行全流澆注。該操作法的優點是可避免因多次調速引起塞棒(或滑板)失控所造成的水口關不嚴或漏鋼事故。一般說,澆注過程中要根據注溫和模內鋼水沸騰情況對注速作適當的調整,總的調整原則是:高溫慢注,低溫快注;沸騰偏強時快注,沸騰偏弱時慢注。
沸騰鋼錠注畢強行制止模內鋼水繼續沸騰的操作稱封頂。其目的主要是縮短模內鋼水的沸騰時間,以獲得理想的沸騰鋼錠結構和抑製成分偏析。常用的封頂方法有機械封頂和化學封頂兩種,前者又可分為壓蓋法和瓶口模法。機械封頂是通過向鋼錠頭部加鑄鐵壓蓋或半球形鑄鐵瓶塞,加速頭部凝固,形成一定厚度錠頂凝固殼制止沸騰的方法。機械封頂既節約合金,又不玷污鋼質。小型沸騰鋼錠(錠重小於2t)普遍採用敞口模壓蓋封頂;大型沸騰鋼鋼錠(錠重大於7t),通常採用瓶口模加瓶塞封頂;中型沸騰鋼鋼錠可以採用敞口模壓蓋封頂,也可以採用化學封頂。化學封頂是通過注畢向鋼水面加入一定數量的硅鐵或鋁等強脫氧劑,以抑制沸騰,加速頭部凝固的方法。
