本體聚合
製造聚合物的主要方法之一
本體聚合(bulk polymerization;mass polymerization )是單體(或原料低分子物)在不加溶劑以及其它分散劑的條件下,由引發劑或光、熱、輻射作用下其自身進行聚合引發的聚合反應。有時也可加少量著色劑、增塑劑、分子量調節劑等。液態、氣態、固態單體都可以進行本體聚合。
單體和聚合物處於熔融狀態的熔融聚合也屬於本體聚合範疇。按照聚合物是否溶於單體,分為均相和非均相本體聚合。是製造聚合物的主要方法之一。
本體聚合
優點
產品純凈,可直接進行澆鑄成型;生產設備利用率高,操作簡單,不需要複雜的分離、提純操作。投資較少,反應器有效反應容積大,生產能力大,易於連續化,生產成本低.
特點:產品純凈,電性能好,可直接進行澆鑄成型;生產設備利用率高,操作簡單,不需要複雜的分離、提純操作。
缺點:熱效應相對較大,自動加速效應造成產品有氣泡,變色,嚴重時則溫度失控,引起爆聚,使產品達標難度加大.由於體系粘度隨聚合不斷增加,混合和傳熱困難;在自由基聚合情況下,有時還會出現聚合速率自動加速現象,如果控制不當,將引起爆聚;產物分子量分佈寬,未反應的單體難以除盡,製品機械性能變差等。
解決缺點的方法:
2.為了調節反應速率,適當降低反映溫度而加入一定量的專用引發劑;為了降低體系黏度改善流動性,加入少量內潤滑劑或溶劑;
3.採用較低的反應溫度,較低的引發劑濃度進行聚合,使放熱緩和;
4.在反應進行到一定轉化率而此時反應黏度還不算太高時,就分離出聚合物;
5.分段聚合,將聚合過程分為幾個階段,控制轉化率,自動加速效應,使反應熱分成幾個階段放出;
6.改進反應器內的流體輸送方法,完善攪拌器和傳熱系統,以利於聚合設備的傳熱,研究開發專用特型設備等;
7.採用"冷凝法"進料及"超冷凝法"進料,利用液化了的原料在較低溫度下進入反應器,直接同反應器內的熱物料換熱.
本體聚合
②為了調節反應速率,適當降低反映溫度而加入一定量的專用引發劑;為了降低體系黏度改善流動性,加入少量內潤滑劑或溶劑;
③採用較低的反應溫度,較低的引發劑濃度進行聚合,使放熱緩和;
④在反應進行到一定轉化率而此時反應黏度還不算太高時,就分離出聚合物;
⑤分段聚合,將聚合過程分為幾個階段,控制轉化率,自動加速效應,使反應熱分成幾個階段放出;
⑥改進反應器內的流體輸送方法,完善攪拌器和傳熱系統,以利於聚合設備的傳熱,研究開發專用特型設備等;
⑦採用氣相本體聚合方法,研製出專用高效催化劑,大大減低了操作壓力,並且解決了相關的工程設備問題,使得這一技術得到廣泛使用;
⑧採用"冷凝法"進料及"超冷凝法"進料,利用液化了的原料在較低溫度下進入反應器,直接同反應器內的熱物料換熱。
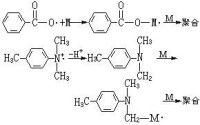
用BPO或AIBN引發甲基丙烯酸甲酯本體聚合反應,第一段預聚轉化率10%左右的粘稠漿液,澆模升溫聚合,高溫后處理,脫模成材,製備的聚甲基丙烯酸甲酯光學性能優於無機玻璃,可用作航空玻璃、光導纖維、標盤等。採用Ziegler-Natta催化劑催化丙烯本體聚合,轉化率40%出料,投資成本比淤漿法降低40%~50%。用BPO或熱引發引發苯乙烯本體聚合,製備的聚苯乙烯電絕緣性好、透明、易染色、易加工。用過氧化乙醯基磺酸引發氯乙烯本體聚合,製備的聚氯乙烯具有懸浮樹脂的疏鬆特性,且無皮膜、較純凈。在微量氧存在下,高壓、高溫條件下引發乙烯氣相本體聚合,製備的聚乙烯具有支鏈多、密度低和結晶度低的特點。
⑴ 非均相本體聚合——聚氯乙稀本體聚合生產
氯乙烯本體聚合一般分為二個階段:
第一階段 預聚合;
第二階段:后聚合。
操作方式:間歇操作。
氯乙烯本體聚合的主要設備
聚合釜配置:1台預聚合+5台後聚合。
預聚釜——立式不鏽鋼聚合釜,內裝渦輪式平槳攪拌器,攪拌轉速控制在50~250rpm之間。
攪拌器的形式和大小,攪拌轉速的大小將直接關係到預聚合種子顆粒的形態和大小。
后聚釜——卧式釜(50m),內裝有慢速攪拌的三條螺帶組合的攪拌器。螺帶與釜壁間隙極小。卧式釜轉速為6~7rpm。
常採用的聚合流程方塊圖見圖
⑵ 本體澆鑄聚合——有機玻璃生產
第一步預聚:攪拌將各組份混合均勻,升溫至85℃,停止加熱。調節冷卻水,保持釜溫在93℃以下,反應到粘度達到2000厘泊左右,具體根據操作要求而定。過濾,預聚漿儲藏於中間槽。
第二步澆模:先用鹼液、酸液、蒸餾水洗清並烘乾硅玻璃平板二大塊,按所需成品厚度,在二塊玻璃中間墊上一圈包有玻璃紙的橡膠墊條,用夾具夾好,即成一個方形模框,把一邊向上斜放,留下澆鑄口,把預聚漿灌腔,排出氣泡,封口。
第三步聚合:把封合的模框吊入熱水箱(或烘房),根據板厚分別控制溫度在25~52℃,經過10~160小時,到取樣檢查料源硬化為止,用直接蒸汽加熱水箱內水至沸騰,保持二小時,通水慢慢冷卻40℃,吊出模具,取出中間有機玻璃板材,去邊,裁切后包裝。
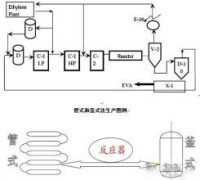
⑶氣相本體聚合——高壓聚乙烯生產
高壓聚乙烯生產工藝的兩種方法:
釜式法:大都採用有機過氧化物為引發劑,反應壓力較管式法低,物料停留時間長。
管式法:引發劑是氧或過氧化物,反應器內的壓力分佈和溫度分佈,反應時間短,所得聚合物支鏈少,分子量分佈寬,適宜製造薄膜製品及共聚物。
LDPE 氣相本體 50%PE產量 薄膜,製品,電纜,被覆料
PVC 沉澱本體 10%PVC產量 管材,板材
GPS 熔融本體(熱引發) 家用電器裡外裝飾,電器,支架,儀錶
PMMA 本體澆鑄 航空透明材料,錶盤,標牌

基本信息
- 中文名
- 本體聚合
- 外文名
- bulk polymerization or mass polymerization
- 缺點
- 反應熱不易排除。
- 優勢
- 生產能力大,易於連續化
- 特點
- 產品純凈,后處理簡單
- 工業化品種
- 甲基丙烯酸甲酯、高壓聚乙烯等
- 本體聚合條件
- 液態、氣態、固態單體都可以