鍍層測厚儀
測量鍍層等金屬薄膜厚度的儀器
鍍層厚度測量已成為加工工業、表面工程質量檢測的重要環節,是產品達到優等質量標準的必要手段。為使產品國際化,我國出口商品和涉外項目中,對鍍層厚度有了明確要求。
鍍層厚度的測量方法主要有:楔切法,光截法,電解法,厚度差測量法,稱重法,X射線熒光法,β射線反向散射法,電容法、磁性測量法及渦流測量法等等。這些方法中前五種是有損檢測,測量手段繁瑣,速度慢,多適用於抽樣檢驗。
X射線和β射線法是無接觸無損測量,測量範圍較小,X射線法可測極薄鍍層、雙鍍層、合金鍍層。β射線法適合鍍層和底材原子序號大於3的鍍層測量。電容法僅在薄導電體的絕緣覆層測厚時採用。
隨著技術的日益進步,特別是近年來引入微機技術后,採用X射線鍍層測厚儀 向微型、智能、多功能、高精度、實用化的方向進了一步。測量的解析度已達0.1微米,精度可達到1%,有了大幅度的提高。它適用範圍廣,量程寬、操作簡便且價廉,是工業和科研使用最廣泛的測厚儀器。

鍍層測厚儀工作原理圖解
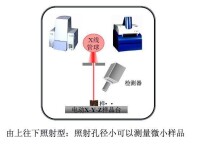
鍍層測厚儀圖解2
鍍層測厚儀是將X射線照射在樣品上,通過從樣品上反射出來的第二次X射線的強度來。測量鍍層等金屬薄膜的厚度,因為沒有接觸到樣品且照射在樣品上的X射線只有45-75W左右,所以不會對樣品造成損壞。同時,測量的也可以在10秒到幾分鐘內完成。
一. 磁吸力測量原理及測厚儀
永久磁鐵(測頭)與導磁鋼材之間的吸力大小與處於這兩者之間的距離成一定比例關係,這個距離就是覆層的厚度。利用這一原理製成測厚儀,只要覆層與基材的導磁率之差足夠大,就可進行測量。鑒於大多數工業品採用結構鋼和熱軋冷軋鋼板衝壓成型,所以磁性測厚儀應用最廣。測厚儀基本結構由磁鋼,接力簧,標尺及自停機構組成。磁鋼與被測物吸合后,將測量簧在其後逐漸拉長,拉力逐漸增大。當拉力剛好大於吸力,磁鋼脫離的一瞬間記錄下拉力的大小即可獲得覆層厚度。新型的產品可以自動完成這一記錄過程。不同的型號有不同的量程與適用場合。這種儀器的特點是操作簡便、堅固耐用、不用電源,測量前無須校準,價格也較低,很適合車間做現場質量控制。
二. 磁感應測量原理
採用磁感應原理時,利用從測頭經過非鐵磁覆層而流入鐵磁基體的磁通的大小,來測定覆層厚度。也可以測定與之對應的磁阻的大小,來表示其覆層厚度。覆層越厚,則磁阻越大,磁通越小。利用磁感應原理的測厚儀,原則上可以有導磁基體上的非導磁覆層厚度。一般要求基材導磁率在500以上。如果覆層材料也有磁性,則要求與基材的導磁率之差足夠大(如鋼上鍍鎳)。當軟芯上繞著線圈的測頭放在被測樣本上時,儀器自動輸出測試電流或測試信號。早期的產品採用指針式表頭,測量感應電動勢的大小,儀器將該信號放大後來指示覆層厚度。近年來的電路設計引入穩頻、鎖相、溫度補償等地新技術,利用磁阻來調製測量信號。還採用專利設計的集成電路,引入微機,使測量精度和重現性有了大幅度的提高(幾乎達一個數量級)。現代的磁感應測厚儀,解析度達到0.1um,允許誤差達1%,量程達10mm。
三. 電渦流測量原理

鍍層測厚儀
採用電渦流原理的測厚儀,原則上對所有導電體上的非導電體覆層均可測量,如航天航空器表面、車輛、家電、鋁合金門窗及其它鋁製品表面的漆,塑料塗層及陽極氧化膜。覆層材料有一定的導電性,通過校準同樣也可測量,但要求兩者的導電率之比至少相差3-5倍(如銅上鍍鉻)。雖然鋼鐵基體亦為導電體,但這類任務還是採用磁性原理測量較為合適。
測量值精度的影響因素
1.影響因素的有關說明
a 基體金屬磁性質
磁性法測厚受基體金屬磁性變化的影響(在實際應用中,低碳鋼磁性的變化可以認為是輕微的),為了避免熱處理和冷加工因素的影響,應使用與試件基體金屬具有相同性質的標準片對儀器進行校準;亦可用待塗覆試件進行校準。
b 基體金屬電性質
基體金屬的電導率對測量有影響,而基體金屬的電導率與其材料成分及熱處理方法有關。使用與試件基體金屬具有相同性質的標準片對儀器進行校準。
c 基體金屬厚度
每一種儀器都有一個基體金屬的臨界厚度。大於這個厚度,測量就不受基體金屬厚度的影響。本儀器的臨界厚度值見附表1。
d 邊緣效應
本儀器對試件表面形狀的陡變敏感。因此在靠近試件邊緣或內轉角處進行測量是不可靠的。
e 曲率
試件的曲率對測量有影響。這種影響總是隨著曲率半徑的減少明顯地增大。因此,在彎曲試件的表面上測量是不可靠的。
f 試件的變形
測頭會使軟覆蓋層試件變形,因此在這些試件上測出可靠的數據。
g 表面粗糙度
基體金屬和覆蓋層的表面粗糙程度對測量有影響。粗糙程度增大,影響增大。粗糙表面會引起系統誤差和偶然誤差,每次測量時,在不同位置上應增加測量的次數,以克服這種偶然誤差。如果基體金屬粗糙,還必須在未塗覆的粗糙度相類似的基體金屬試件上取幾個位置校對儀器的零點;或用對基體金屬沒有腐蝕的溶液溶解除去覆蓋層后,再校對儀器的零點。
g 磁場
周圍各種電氣設備所產生的強磁場,會嚴重地干擾磁性法測厚工作。
h 附著物質
本儀器對那些妨礙測頭與覆蓋層表面緊密接觸的附著物質敏感,因此,必須清除附著物質,以保證儀器測頭和被測試件表面直接接觸。
i 測頭壓力
測頭置於試件上所施加的壓力大小會影響測量的讀數,因此,要保持壓力恆定。
j 測頭的取向
測頭的放置方式對測量有影響。在測量中,應當使測頭與試樣表面保持垂直。
2.使用儀器時應當遵守的規定
a 基體金屬特性
對於磁性方法,標準片的基體金屬的磁性和表面粗糙度,應當與試件基體金屬的磁性和表面粗糙度相似。
對於渦流方法,標準片基體金屬的電性質,應當與試件基體金屬的電性質相似。
b 基體金屬厚度
檢查基體金屬厚度是否超過臨界厚度,如果沒有,可採用3.3中的某種方法進行校準。
c 邊緣效應
不應在緊靠試件的突變處,如邊緣、洞和內轉角等處進行測量。
d 曲率
不應在試件的彎曲表面上測量。
e 讀數次數
通常由於儀器的每次讀數並不完全相同,因此必須在每一測量面積內取幾個讀數。覆蓋層厚度的局部差異,也要求在任一給定的面積內進行多次測量,表面粗造時更應如此。
f 表面清潔度
測量前,應清除表面上的任何附著物質,如塵土、油脂及腐蝕產物等,但不要除去任何覆蓋層物質
塗鍍層測厚儀中F,N以及FN的區別:
F代表ferrous 鐵磁性基體,F型的塗層測厚儀採用電磁感應原理,來測量鋼、鐵等鐵磁質金屬基體上的非鐵磁性塗層、鍍層,例如:漆、粉末、塑料、橡膠、合成材料、磷化層、鉻、鋅、鉛、鋁、錫、鎘、瓷、琺琅、氧化層等。
N代表Non- ferrous非鐵磁性基體,N型的塗層測厚儀採用電渦流原理;來測量用渦流感測器測量銅、鋁、鋅、錫等基體上的琺琅、橡膠、油漆、塑料層等。
FN型的塗層測厚儀既採用電磁感應原理,又採用採用電渦流原理,是F型和N型的二合一型塗層測厚儀。
用磁性感測器測量鋼、鐵等鐵磁質金屬基體上的非鐵磁性塗層、鍍層,例如:漆、粉末、塑料、橡膠、合成材料、磷化層、鉻、鋅、鉛、鋁、錫、鎘、瓷、琺琅、氧化層等。用渦流感測器測量銅、鋁、鋅、錫等基體上的琺琅、橡膠、油漆、塑料層等。廣泛用於製造業、金屬加工業、化工業、商檢等檢測領域。

基本信息
- 中文名
- 鍍層測厚儀
- 外文名
- Coating thickness gauge
- 電子產品類別
- 其他
- 用途
- 測量鍍層等金屬薄膜的厚度
- 是否停產
- 否