鋼捲尺
日常生活中常用的工量具
捲尺是日常生活中常用的工量具,是家庭必備工具之一。魯班尺、風水尺、文公尺同樣屬於鋼捲尺。鋼捲尺是建築和裝修常用工具。
鋼捲尺可分為,自卷式捲尺、制動式捲尺、搖卷式捲尺。鋼捲尺的其他名稱有:鋼皮捲尺、鋼盒尺。
其次是纖維捲尺,就是大家常常看到的皮尺,很多人說是布尺,腰圍尺、裁縫尺(量衣尺)都屬於此類。在我國的南方和香港地區經常稱之為軟尺或者拉尺。其材質是PVC塑料和玻璃纖維,玻璃纖維能防止在捲尺的使用過程中被拉長。禮品尺用於廣告促銷之用途,分為鋼捲尺(鋼帶)和皮捲尺(PVC塑料纖維尺帶),通常是造型可愛比較小巧。
“丈量步車”較之當今的鋼捲尺、皮捲尺顯得龐大許多,但從其原理、構造、用途和用法來看,又令人不得不承認它就是捲尺的雛形。它由木製的外套、十字架,竹制的篾尺,鐵制的轉心、鑽腳和環等部件組成。篾尺收放均從外套的匾眼中進出,鑽腳便於準確插入田地測量點,環便於提攜。我好奇地取出試用,果然篾尺收放自如,丈量、讀數、攜帶都很方便。
館長告訴我們:更為珍奇的是程大位發明的捲尺不但有實物,而且在程大位編著的《直指演演算法統宗》第三卷中有完整的零件圖、總裝圖、設計說明和改型說明等全套書面資料,這在世界發明史上是相當罕見的。館長說:根據這套資料,世界上任何一個國家的木工都能很方便地仿製出來。
根據《明史》記載,明神宗萬曆六年(1578年),內閣首輔張居正下令清丈全國土地,並將“土地丈量”與“一條鞭法”作為其推行的改革的重要措施。從《直指演演算法統宗》中獲悉,程大位親自參加了這次大規模的清丈土地工作。在此之前,“古者量田較闊長,全憑繩尺以牽量”,不但勞動強度大,而且差錯率太高。因此給發明家提出了課題,逼迫他苦思冥想去創造一種嶄新的丈量工具。他在設計說明中說,他的創意來自木工使用的墨斗。我想:倘若墨斗給了他通過轉動實現尺體收放的巧構的話,那麼程大位的可貴之處就在於採用扁平的“篾尺”取代“繩子”的靈感了。這個革命性成果直到如今的捲尺都在恪守享用。
測量較長物體的尺寸或距離。
鋼捲尺部件組成
捲尺主要由由外殼、尺條、制動、尺鉤、提帶、尺簧、防摔保護套和貼標八個部件構成,具體功能如下:
1、外殼:ABS新塑料,外表有光澤質感;抗摔、耐磨、不易變形。
2、尺條:採用厚度為10絲(0.10mm)的50#一級帶鋼;尺面為最先進的環保油漆:無味、光滑耐磨、色彩鮮艷,刻度清晰明亮
3、制動:具有上、側、底三維制動,手控感覺更強。
4、尺鉤:鉚釘尺鉤結構,不易變形、確保測量更加精準。
5、提帶:橡膠、尼龍兩種;高檔優質;結實耐用、手感好。
6、尺簧:一般採用50#碳鋼、65#錳材質:韌性強、精確度高。
7、防摔保護套:優質塑料,防止摔壞和碰撞破損,增強耐用性。
8、貼標:可根據客戶要求貼標生產。
距離測量
常用的距離測量方法有捲尺量距和光電測距等。捲尺量距是使用可以捲起來的帶狀尺沿地面測量,屬於直接量距。光電測距是用儀器在兩點間發射和接收調製光波,按其傳播速度和時間測定距離,屬於電子物理測距。光電測距屬於間接測距。
捲尺量距
捲尺的種類和量距工具
捲尺有鋼捲尺和皮尺兩種,長度有3m、5m、20m、30m、50m數種。
距離丈量
一般先量出n整尺段,在地面用測釺或劃線標明,最後量余長,總的長度為:
nX尺段長+余長為了防止丈量中的錯誤和提高丈量精度,需要往返丈量。往測長度和返測長度之差,除以長度的概值,化為分子為1的分式,稱為相對誤差,或稱相對精度。鋼尺量距的相對精度一般不應低於1/3000。
比尺場的兩個端點之間為標準長度L,用被鑒定的鋼尺去量,經溫度改正得到L’,(L-L’)/L為每米改正數。乘以名義長度,即得改正值(四)鋼捲尺量距的長度改正(1)尺長改正值大於尺長的1/10000時,應加尺長改正;(2)量距時溫度與標準溫度相差正負10度時,應加溫度改正;(3)沿地面丈量的地面坡度大於1.5%時,應加高差改正。
一種測量裝置包括一個諸如帶有一個尺帶的捲尺的測量機構,測量機構有一個帶有鉤子的端頭鉤,以及一個諸如磁體的用於選擇性地將尺帶固定到一個物體,例如管子的機構,選擇性的固定機構連接到測量機構的端頭鉤。一種測量裝置,包括:測量工具,該測量工具有一個端頭鉤;以及磁性工具,該磁性工具嵌在端頭鉤內。
(1)直接讀數法
測量時鋼捲尺零刻度對準測量起始點,施以適當拉力(拉尺力以鋼捲尺鑒定拉力或尺上標定拉力為準,用彈簧秤衡量),直接讀取測量終止點所對應的尺上刻度。
(2)間接讀數法
在一些無法直接使用鋼捲尺的部位,可以用鋼尺或直角尺,使零刻度對準測量點,尺身與測量方向一致;用鋼捲尺量取到鋼尺或直角尺上某一整刻度的距離,余長用讀數法量出。
(3)鋼捲尺測量中的幾種誤差
較精確的鋼捲尺出廠時和使用一段時間后都必須經過檢定並註明檢定時的溫度、拉力與尺長。尺上標註的長度為名義長度,其與實際長度的差值稱為尺長改正Δl,尺子受到不同的拉力時會使尺長改變。為避免這項改變,要求使用鋼捲尺時按照尺上標註拉力進行。鋼捲尺在不同溫度下其尺長也會變化因此必須採用以溫度t為變數的函數來表示尺長,這就是尺長方程式,其一般形式為:
l=l+Δl+α·l(t-t)
式中l鋼捲尺在溫度t時的實際長度;
l鋼捲尺名義長度;
Δl尺長改正數,即鋼捲尺在溫度t時實際長度與名義長度之差;
α鋼捲尺熱膨脹係數;
t鋼捲尺檢定時的溫度;
t鋼捲尺使用時的溫度。
鋼捲尺的使用中,產生誤差的主要原因有下列幾種:
a.溫度變化的誤差
一般鋼捲尺的熱膨脹係數為α=1.25x10-5,對每米每度溫差變化僅八萬分之一,但相同的鋼捲尺在溫差較大的環境下還是會產生較大的長度變化,影響測量結果。溫度變化的誤差在尺長方程式中已考慮了。
b.拉力誤差
拉力大小會影響鋼尺的長度,在測量時如果不用彈簧稱衡量拉力,會產生誤差。鋼的彈性模量E=2X106KG/CM2,根據胡克定律,30米的尺長在±5公斤拉力誤差時會產生±1.8毫米的長度誤差。
c.鋼尺不水平的誤差
測量水平距離時鋼捲尺應盡量保持水平,否則會產生距離增長的誤差。對於30米的尺長,尺的兩端高差達0.4米時會產生約2.6毫米的誤差,相對誤差為1/11200。
影響鋼製捲尺的測量精度主要有三個因素:溫度、尺帶的張力和尺帶吊在半空測量時因尺帶的本身重力而引起的誤差。這三個因素引起的誤差改正方法如下:
1、溫度
前提:尺帶在20℃溫度時無誤差。
計算式:因溫度發生誤差=實際測定值×尺帶膨脹係數×(使用溫度-20℃)
如:某鋼捲尺膨脹係數為0.0000115,在10℃溫度下36m時的改正:36000mm×0.0000115×(10-20)=-4.14mm
2、尺帶的張力
前提:尺帶在標準張力情況下不需要張力改正。當尺帶超過或低於標準張力時,會產生伸縮現象。
計算式:因張力產生的誤差=(實際測定張力-標準張力)×實測距離÷(伸縮彈性力)×尺帶的截面面積)
如:標準張力50N,在100N張力下36m時的改正:(100-50)×36000mm÷(205800×2.52)=3.47mm
3、當尺帶吊於半空進行測量時,因尺帶的重量而引起的誤差
計算式:因尺帶重力而引起的誤差=-{(尺帶單位重量×實測距離)×實測距離}÷(24×實測時張力)
如,100N、36m時
-{(0.000194×36000mm)×36000mm}÷(24×實測時張力)=-7.32mm
不同規格的鋼捲尺的改正參數有所不同。
鋼捲尺的準確度會直接影響測量精度,因此鋼捲尺在使用期間必須進行質量檢定。大多數計量所仍在採用手工操作完成對鋼捲尺的檢測,在鋼捲尺長檢台上用顯微鏡對比被測鋼捲尺和標準鋼捲尺的誤差,這種方式自動化、數字化程度低,勞動強度大。因此檢定機構迫切需求一種既能滿足鋼捲尺的檢驗精度,又能提高檢驗效率的鋼捲尺誤差自動檢測系統。針對鋼捲尺的檢定要求,研製了基於CCD圖像的鋼捲尺自動檢定系統,並利用VisualBasic6開發了圖像處理軟體,可實現自動圖像採集處理,檢測結果報表輸出,重複精度小於12μm,操作簡便,對大於10m的鋼捲尺可進行分段檢測。
圖像採集系統
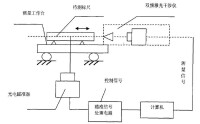
圖1 鋼捲尺檢測系統結構

圖2 系統組成
控制系統設計
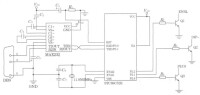
圖3 控制電路
圖3給出基於STC89C52單片機的串列通信及步進電機控制電路。PC機與單片機機之間採用串列通訊方式。由於PC機串口電平邏輯是RS-232C電平,而STC89C52RC串口電平邏輯是TTL電平,因此二者不能直接相連接,故需要進行電平轉換。在系統中,選用了MAX232作為電平轉換的器件,STC89C52RC單片機與PC機的串列通訊介面電路如圖3。通過MAX232轉換出來的RS-232C串列信號再連至DB9插座與外部PC連接,便可建立RS-232C的通訊介面。利用單片機的P2口的3個引腳P2.0,P2.1,P2.2分別輸出脈衝、轉向和使能信號,送入到步進電機驅動器。
圖像處理技術與系統
圖像採集系統將採集的鋼捲尺各整米處的圖像傳輸到上位機,由上位機中的軟體對各圖片進行處理,由於鋼捲尺型號較多,顏色各異,線紋結構差異較大,裝置在圖像處理方面需要解決的問題是:採用正確的方法檢測出標準和被測鋼捲尺的米刻線中心位置,使系統的測量精度得到保證。
(1)圖像灰度化處理
採集的圖像並不能直接用識別程序進行識別,首先需要進行灰度化預處理。灰度圖像是R、G、B3個分量相同的一種特殊的彩色圖像,其1個像素點的變化範圍為255種,所以在數字圖像處理中,為使後續圖像的計算量變得少一些,一般先將各種格式的圖像轉變成灰度圖像。灰度圖像的描述與彩色圖像一樣仍然反映了整幅圖像的整體和局部的色度和亮度等級的分佈和特徵。圖像的灰度化處理可用2種方法來實現。
(2)圖像分區式二值化處理

圖4 分區法二值化圖像

基本信息
- 中文名
- 鋼捲尺
- 外文名
- Steel tape
- 別名
- 鋼皮捲尺、鋼盒尺
- 類別
- 自卷式捲尺、制動式捲尺、搖卷式捲尺
- 功能
- 測量較長物體的尺寸或距離
- 運用領域
- 建築和裝修常用
- 組成
- 外殼、尺條、制動、尺鉤、提帶等
- 性質
- 家庭必備工具之一
- 學科