根切
變位齒輪
齒輪傳動是機械中最主要、應用最廣的一種傳動,是改變機械的轉速、扭矩的重要中間環節,它具有恆功率、大扭矩輸出的獨特優點,加之實用可靠、傳動效率很高,因此在動力傳動為主的場合,仍被廣泛應用。加工齒輪的方法很多,其中切削法是最主要的方法。根據加工原理的不同,齒輪的切削加工又分為仿形法和范成法。而范成法因為加工效率高、加工精度高而應用最為廣泛。但是在應用范成法加工齒輪的時候,受到齒數的限制,當齒數少到一定程度的時候即發生根切,這對於在某些需要減少齒數的場合是極其不利的。
仿形法是用與輪坯(被切制齒輪)的齒槽形狀相同的刀具來加工齒輪的.如利用圓盤銑刀或指狀銑刀加工齒輪。其刀具的軸向剖面形狀和輪坯齒槽的形狀相同。加工時,銑刀旋轉,輪坯沿軸線方向移動,銑完一個齒槽后,輪坯退回到原來的位置,然後利用分度頭將輪坯轉過360°/z,再銑第2個齒槽,就這樣逐步銑完所有的齒槽。
仿形法特點
(1)加工精度較低。根據漸開線的性質(3)可知:漸開線齒輪的齒廓形狀取決於基圓的大小。而基圓半徑rb=-mzcosα/2,因此如果m,α,z改變,那麼想要切出準確的齒廓,就需要換一把銑刀。即使m和a相同,只有z變化,也需要換一把銑刀。但這在操作過程中是不可能做到的。因此實際生產中為了簡化刀具的數目,在m和a相同時,根據齒數一般只備有8把一組或15把一組的銑刀,每一把銑刀都可切削齒數在一定範圍的齒輪。且為了保證加工出來的齒輪在嚙合時不會卡住,每一號銑刀的齒形都是按組裡齒數最少的那個齒輪的齒形製成的,因此用這把銑刀切削組裡其他齒數的齒輪時,就有齒形誤差。
(2)切削不連續,生產效率低,不適用於大批量生產。
(3)在普通的銑床上就可以加工齒輪,不需要專門的機床,一般用於小批量生產。
范成法
范成法亦稱展成法、共軛法或包絡法,是齒輪加T中最常用的一種方法,如插齒、滾齒、剃齒、磨齒等,都屬於范成法。它是根據一對齒輪嚙合傳動時,兩輪的齒廓互為共軛曲線的原理來加工的。假想將一對相嚙合的齒輪之一作為刀具.另一個作為輪坯,並使兩者仍按原傳動比傳動,同時刀具作切削運動,則可在輪坯上加工m與刀具齒廓共軛的齒輪齒廓。
范成法加工採用的刀具有齒輪形刀具(如齒輪插刀)、齒條形刀具(如齒條插刀和齒輪滾刀等)兩大類。
根切一般出現在齒數比較少的情況下,為了防止根切在加工齒輪時將齒輪根部的漸開線切出一個圓角,或者採用變位齒輪。或在范成法加工時削切刀具的齒頂會將齒根部的漸開線齒廓切去一部分,稱為根切。
用范成法加工齒輪時,如果齒輪的齒數太少,刀具的齒頂就會將輪齒根部的漸開線齒廓切去一部分,這種現象稱為輪齒的根切。輪齒髮生根切后,齒根厚度減薄,輪齒的抗彎曲能力降低,重合度下降,對傳動不利,應設法避免。
根切原因
刀刃由位置I開始進入切削,當刀刃移至位置II時,漸開線齒廓部分已全部切出。若齒條刀的齒頂線剛好通過極限嚙合點N1時,則齒條刀和被切齒輪繼續運動,刀刃與切好的漸開線齒廓相分離,因而不會產生根切。然而當刀具齒頂線超過了極限嚙合點N1,刀具由位置II繼續移動到位置III時,刀具便將根部已切制好的漸開線齒廓再切去一部分,造成輪齒的根切現象。所以,輪齒根切的原因是刀具齒頂線(齒條插刀)或齒頂圓(齒輪插刀)超過了極限嚙合點N1而產生的。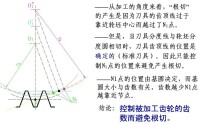
根切
齒根厚度變薄,齒輪抗彎曲能力下降,重合度減少,影響傳動的平穩性。
1、使被切齒輪的齒數多於不發生根切的最少齒數(國家標準齒輪不發生根切的最少齒數m=17,。某些情況下為減少齒數以獲得比較緊湊的結構,在滿足輪齒彎曲強度條件下,允許有輕微根切時,m=14);
2、減小齒頂高係數ha*(講減小重合度)或加大壓力角α(需採用非標準刀具);
3、變位修正法。
標準外齒輪不發生根切的最小齒數
用展成法加工齒輪時,對於齒數一定的被加工齒輪,其嚙合極限點的位置是確定的。而齒輪型刀具的齒頂線是圓,齒條型刀具的齒頂線是直線,故用齒條型刀具加工齒輪時比用齒輪型刀具更容易產生根切。即用齒條型刀具加工齒輪時若不發生根切,則用齒輪型刀具加工更不會發生根切。所以把用標準齒條型刀具加工標準齒輪而剛好不發生根切時的齒數稱為最小齒數。
用標準齒條型刀具切制標準齒輪時:α=20°,h=1,則zmin=17。所以,標準齒輪不發生根切的條件是被加工齒輪的齒數必須大於或等於17。