漸開線花鍵
機械術語之一
漸開線花鍵是花鍵的一種,而傳遞轉矩的部件一般通過鍵和花鍵聯接。
普遍採用的是矩形花鍵和漸開線花鍵。
漸開線花鍵應用日趨廣泛。這是由於漸開線花鍵較矩形花鍵有許多優點,如齒數多、齒端,齒根部厚,承載能力強,易自動定心,安裝精度高。相同外形尺寸下花鍵小徑大,有利於增加軸的剛度。漸開線花鍵便於採用冷搓、冷打、冷擠等無切屑加工工藝方法,生產效率高,精度高,並且節約材料。
漸開線花鍵的基本參數包括規格、模數、齒數、壓力角、變位係數(公稱值)。
花鍵孔與花鍵軸之間的定心方法,指的是在直徑方向上間隙設定得最小的部位。包括齒面定位、大徑定位、小徑定位。
配合量是指定心部位過盈或間隙狀態,包括間隙、中間配合、過盈。
從已有的規格中選擇合適的參數可節省時間、防止遺漏探討。合適的參數值可避免表面壓潰(靜連接)及過度磨損(動連接)等強度校核計算(簡單計演演算法),或花鍵承載能力校核計算(精確計演演算法)。一般情況可以直接採用規格值的各參數數值。
1)GB規格(ISO):壓力角符號為M,壓力角系列有30°、37.5°(模數0.5~10)、45°(模數0.25~2.5),變為係數0。
2)舊JIS規格:壓力角符號M,壓力角20°(模數0.8)。
3)NES規格(參考):壓力角符號M,壓力角30°(模數0.5左右)。
4)SAE規格:壓力角符號DP,壓力角30°(模數0)。
1)花鍵的壓力角大,則鍵齒強度大,在傳遞圓周力相同時,大壓力角的正壓力也大,故摩擦力大。選擇壓力角時主要從構件的工作特點去考慮,如有無滑動、浮動以及配合性質和工藝方法等方面考慮。
2)加工精密刀具、檢具工裝時,即使是使用規格參數,也全部需要製作專用件,從這個意義出發是沒有必要保證規格參數的。
根據花鍵使用部位的功能來確定定心的類型,花鍵加工后需要熱處理的零件會發生熱變形,因此需要將間隙做得大一些。作為減小此間隙的方法,可以給大徑(或小徑)處進行磨削加工做成大徑定位(或小徑定位)。精度順序一般為“齒面定位>大徑定位>小徑定位”,且磨加工處越多越好,下面是幾種常用組合。
1)軸類零件:採用大徑定位時推薦在大徑處進行磨削加工;採用小徑定位時推薦在小徑處進行磨削加工。
2)孔類零件:推薦採用小徑定位,並在小徑處進行磨削加工。
說明:使用小徑定位時,很難保證軸的小徑磨加工直徑與齒面PCD的同軸度,齒面間隙做得較小時,裝配會很困難,所以必須注意。
部分加工方法與公差等級。
1)拉刀加工:適用於孔類零件,公差等級IT7級。
2)滾齒加工:適用於軸類零件,公差等級IT10級。
3)插齒加工:適用於孔、軸類零件,公差等級IT10級。
4)激光線切加工:適用於孔、軸類零件(薄零件),公差等級IT10級,一般不用於量產中。
5)熱處理:適用於孔、軸類零件,公差寬度+100~200μm。
6)磨加工:適用於孔、軸類零件,公差等級IT6~7級。
還可以進行間隙調整,原則上是將孔參數固定后再探討軸的參數。需要注意的是,即使要用拉刀加工孔,也不能變更其尺寸。
1)不用來定心的部位,軸小徑與孔大徑不加公差。
2)選擇齒底形狀是平/圓底時,如果沒有特別要求的話定為平底就可以了。原因為軸的抗扭強度與齒底圓角沒有關係,花鍵小徑越大強度越強,所以選擇小徑更大的平底為好。對於孔,如果採用大徑定位的話,就必須做成平底。即使一開始沒有採用大徑定位,為了將來能夠在共用該拉刀的產品上實現大徑定位,提前做成平底也(在此情況下提前加公差)很有必要。
3)在齒頂上加倒角,齒根上加齒根圓角。給齒頂加倒角的原因為:防止對齒面的磕碰傷痕/避開齒根圓角等。但是,在帶倒錐的換擋接合齒的軸向上,為了避免齒面接觸面積損失得過大,在齒頂上不加倒角。齒根圓角是為了延長刀具壽命、緩和應力集中。
4)花鍵齒面加工的退刀部位上、由於容易發生毛刺、飛邊,要特別注意。
5)花鍵加工面的粗糙度(除磨加工處)原則上應定為Ra=2.5μm。
漸開線花鍵聯接的工作特點主要取決於齒圈的同軸度。當兩齒圈的軸線重合時,齒的圓柱漸開線表面是等距的,因為它們是在同一基圓上形成的。這樣,扭矩作用時,所有工作齒形點都進入接觸,而與齒之間的初始間隙無關。非工作齒形間的所有點,都具有同樣的法向間隙jn。
兩個齒圈軸線如果平行偏移一個值Δα,花鍵聯接的工作特性和齒的接觸狀況就要發生劇烈的變化。
花鍵聯接的壽命和承載能力受到兩個根本不同的過程的影響:一方面齒的磨損以及由此伴隨而來的出現在配合區域的間隙和偏心度擴大;另一方面受切口的影響,動載荷會引起疲勞斷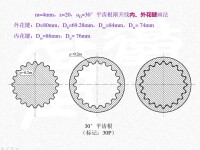 裂。典型的磨損形貌如圖3所示。在實際應用中,側面定心的花鍵大多數損傷可歸諸於磨損,有時磨損造成齒根應力集中增大,從而成為導致疲勞損壞的主要原因。
裂。典型的磨損形貌如圖3所示。在實際應用中,側面定心的花鍵大多數損傷可歸諸於磨損,有時磨損造成齒根應力集中增大,從而成為導致疲勞損壞的主要原因。
漸開線花鍵
由於內外花鍵不同軸而產生的齒的磨損沿齒高和齒長都是不均勻的。當被聯接件花鍵有徑向偏移時,在工作初期,僅在外花鍵工作面的上齒面及內花鍵的下齒面產生磨損,繼續工作時,逐漸地發展到整個齒進入全部深度。此時,由於“齒緣效應”僅在齒緣部分出現縱向的不均勻磨損。
如果被聯接零件的花鍵採用整體熱處理或齒面進行化學熱處理,那麼在偏斜狀態工作的花鍵,由於齒的磨損,工作一段時間后,兩個零件齒的縱向宏觀形狀呈對稱的鼓形。
當花鍵上同時存在徑向位移和偏斜時,在工作初期,在花鍵齒緣上出現磨損,同時在外花鍵齒的頂部和內花鍵齒根部出現磨損,接觸區逐漸擴展到齒的全長和整個齒高。在工作初期,齒的磨損速度最大,隨著實際接觸面積的增加,齒的磨損速度逐漸降低,當齒的接觸面積達到可能達到的最大值時,齒的磨損速度就隨著齒的硬度沿深度方向的降低而逐漸增大。
花鍵聯接的磨損,是由於兩接觸表面反覆摩擦,接觸的微體積受到多次循環載荷因疲勞而產生微粒脫落,摩擦學中稱該磨損為疲勞磨損。花鍵磨損原則上分為三個階段:磨合階段、穩定磨損階段、劇烈磨損階段。
為防止漸開線花鍵磨損失效,除需按上述要求計算漸開線花鍵的強度和壽命,在設計時還應採取措施減少磨損,總結電機產品發生的漸開線花鍵聯接失效案例,並結合漸開線花鍵的磨損原理,認為在設計上應採取以下措施。
內外花鍵聯接存在偏角會減少同時承載的齒數,增加接觸應力,同時還會導致花鍵齒對之間產生滑動摩擦,因此,在設計時應盡量減小裝配誤差,保證內外花鍵聯接的同軸度。
試驗表明,將潤滑劑注入接觸區會使摩擦係數降低1/2~1/3,同時摩損將減少到1/10甚至1/100。
如果以提高壽命為目標,那麼從本質上來說,油脂潤滑起不到積極的作用,圖6表示了不同潤滑條件對花鍵磨損壽命的影響,在中等轉矩的範圍內由於潤滑材料粘住了磨損微粒,這些磨損微粒又正好起到了金剛砂的作用,所以它會使壽命縮短,只有採用油潤滑才能起到顯著的改善效果,因為除了摩擦特性以外,潤滑油可以衝去磨損產生的微粒是特別重要的,因此,活動花鍵聯接需要進行噴射潤滑,滑油供給方式見圖7。
漸開線花鍵齒面硬化可以起到改善其磨損特性的作用,但是由於淬火變形,它對載荷分配會起到不利的影響,所以對硬化聯接需進行精加工,對於由於結構限制無法進行精加工的花鍵,建議表面進行滲氮,一些機型中尺寸較小無法磨削的花鍵表面要求滲碳,是不合理的,在工作過程中極有可能因載荷分配不均勻導致花鍵早期磨損失效。
在花鍵彎曲疲勞強度滿足要求的情況下,盡量增加齒數、減小模數,這樣可以增加承載齒數、減小齒面接觸應力、減少磨損。某產品傳動軸花鍵設計中得到了充分的體現,該產品花鍵採用了32/64徑節制的花鍵(相當於模數為0.8mm),相同分度圓直徑情況下,相比採用模數是2mm的花鍵的耐磨損能力大大提高。
常用花鍵表面鍍銅的方式來減改善耐磨性。國外已研製出一種減磨性好的特殊尼龍覆蓋層,使用這種減磨覆蓋層可使振動受到阻尼,使工作面上載荷更加均勻,因而降低花鍵聯接的工作應力,改善了磨損情況。
活動式花鍵聯接在工作時,允許一個零件相對於另一個零件有一定的角向和軸向位移,此時花鍵聯接需要一定的齒側間隙,以便在所要求的角向位移內花鍵端部不卡住。
在保證連接工作能力的條件下,花鍵長度應該儘可能的取最小值,花鍵長度過長會由於齒向誤差而使載荷沿著齒長分佈的不均勻程度增大。實際上不採用比值l/d>1.2的花聯接。
在某些情況下,當花鍵長度足夠長時,為了改善載荷沿著齒長分佈的均勻性,根據在扭矩作用下,軸的扭轉情況,可以在其中一個共軛零件上,沿花鍵齒長方向預先形成一定偏差,即齒長修形,常用的是鼓形齒修形。

基本信息
- 中文名
- 漸開線花鍵
- 外文名
- Involute spline
- 優勢
- 齒根部厚,承載能力強
- 連接
- 齒形定心
- 位於
- 圓柱或圓錐
- 花鍵
- 分為矩形花鍵和漸開線花鍵
- 類別
- 機械術語