超聲波焊接機
用於塑料二次連接等方面的設備
當物體振動時會發出聲音。科學家們將每秒鐘振動的次數稱為聲音的頻率,它的單位是赫茲。我們人類耳朵能聽到的聲波頻率為16HZ~20KHz(千赫茲)。因此,當物體的振動超過一定的頻率,即高於人耳聽閾上限時,人們便聽不出來了,這樣的聲波稱為“超聲波”。通常用於醫學診斷的超聲波頻率為1~5兆赫。
雖然說人類聽不出超聲波,但不少動物卻有此本領。它們可以利用超聲波“導航”、追捕食物,或避開危險物。大家可能看到過夏天的夜晚有許多蝙蝠在庭院里來回飛翔,它們為什麼在沒有光亮的情況下飛翔而不會迷失方向呢?原因就是蝙蝠能發出2~10萬赫茲的超聲波,這好比是一座活動的“雷達站”。蝙蝠正是利用這種“雷達”判斷飛行前方是昆蟲,或是障礙物的。
我們人類直到第一次世界大戰才學會利用超聲波,這就是利用“聲納”的原理來探測水中目標及其狀態,如潛艇的位置等。此時人們向水中發出一系列不同頻率的超聲波,然後記錄與處理反射回聲,從回聲的特徵我們便可以估計出探測物的距離、形態及其動態改變。醫學上最早利用超聲波是在1942年,奧地利醫生杜西克首次用超聲技術掃描腦部結構;以後到了60年代醫生們開始將超聲波應用於腹部器官的探測。如今超聲波掃描技術已成為現代醫學診斷不可缺少的工具。
醫學超聲波檢查的工作原理與聲納有一定的相似性,即將超聲波發射到人體內,當它在體內遇到界面時會發生反射及折射,並且在人體組織中可能被吸收而衰減。因為人體各種組織的形態與結構是不相同的,因此其反射與折射以及吸收超聲波的程度也就不同,醫生們正是通過儀器所反映出的波型、曲線,或影象的特徵來辨別它們。此外再結合解剖學知識、正常與病理的改變,便可診斷所檢查的器官是否有病。
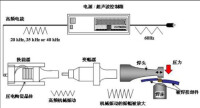
頻率高於20KHz(赫茲)的聲波。研究超聲波的產生、傳播、接收,以及各種超聲效應和應用的聲學分支叫超聲學。產生超聲波的裝置有機械型超聲發生器(例如氣哨、汽笛和液哨等)、利用電磁感應和電磁作用原理製成的電動超聲發生器、以及利用壓電晶體的電致伸縮效應和鐵磁物質的磁致伸縮效應製成的電聲換能器等。
超聲波焊接機
便達成完美的焊接。新型的15KHz超聲波塑膠焊接機,對焊接較軟的PE、PP材料,以及直徑超大,長度超長塑膠焊件,具有獨特的效果,能滿足各種產品的需要,能為用戶生產效率以及產品檔次貢獻。
藉由超音波振動將電子能轉換為機械能,再靠焊頭 ( HORN ) 將能量傳達至塑料工件接觸面,使分子與分子間產生激烈摩擦,促使產品瞬間熔化並結合為一體,加工時速快、乾淨、美觀、經濟。
熔接範圍:玩具業、文具業、家電業、電子業、食品業、通信業、交通業、航天航空等。
超音波熔接實例:
日用品業:粉盒、化妝鏡、發梳、鎖圈、保溫杯、密封式容器、調味瓶、水管接頭、提把、
瓶蓋、食品容器、汽車燈罩、汽車水箱… 等。
玩具業:各式球類玩具、文具、水槍、塑料禮品、音樂玩具、及各式塑料玩具…等。
電器業:電子鐘、蒸氣熨斗、吸塵器、電話、計算機鍵盤、電風扇、電池…等。
汽車製造業:車燈、照後鏡、內飾、保險杠、各類塑料成品…等。
電子行業:主要生產電源、適配器、充電器、手機外殼等眾多與塑料相關產品。電子行業是目前使用超聲波塑焊機最多的行業,
旋轉熔接原理
是針對塑料圓形之熱可塑性產品而設計,藉由塑料工件相互摩擦所產生之熱力,使塑料工件接觸面產生熔解,再靠外在壓力,驅動促使上下工件凝固為一體,成為永久性的結合。
旋熔實例:RO濾心、冷凍杯、保溫杯、花瓶、化油器、蓮蓬頭、熱水瓶氣膽、凡而街頭等。
利用模板將其加熱至所需要之溫度,再放置於塑料工件與工件之結合面的中間,使熱力集中於兩個結合面,受熱后產生熔解時,退出熱模板后,再利用外在壓力,致使工件合而為一,成為堅固奈久性的功用。可處理熔接物,本身硬度較高,形狀複雜,體積碩大的產品皆可迎刃而解。
熱熔實例:汽車車燈、戶外冰箱、門板、打氣筒、儲水筒、吸塵器、洞洞球、CD盒、洗衣機平衡環、韻律舞踏板等。
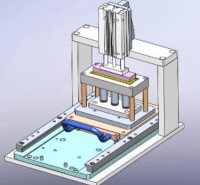
全自動超聲波醫用過濾器焊接機
如何在激烈的競爭中比對手更快地投入新產品是長期困擾眾多醫療過濾器廠商的一個難題。要有效地解決這一難題需要廠商能夠創造性地壓縮產品開發周期並選擇一種適當的焊接工藝。
生產一款近乎完美的醫療過濾器焊接機需要從多個方面來對產品開發過程加以改善:從選擇正確的裝配方法並設計出合理的醫療過濾器工件及接縫結構到優化生產和操作工序。此款全自動超聲波醫療過濾器焊接機,將超聲波焊劑與自動化有機地結合在一起,可在擴大焊接工藝範圍的優勢下,最大限度的提高企業的勞動生產率,提高產品的合格率和減輕勞動強度,對企業的發展起到事半功倍的效果。
超聲波頻率:20K
功率:900W
電源電壓:220V-240V,50-60Hz
氣壓:0.5 kg/cm2
產能:50個/分
重量:400 KG
外觀尺寸:1600 x 1500 x 2000MM
1.此款超聲波醫療過濾器焊接機是一款高度自動化的機器,分為過濾紙的裁切以及過濾器焊接兩個部分,兩道工序同時進行:過濾紙的上料、切料、退料全由機器自動化完成,精準度高,較少過濾紙的損耗,節約成本;
同時上下蓋自動上料,機械手取放,轉盤式超聲波自動焊接,自動出料,節省人工的同時,極大的提高了生產效率,為企業創造更高的效益。
- 快速,焊接通常在一秒鐘內完成
- 清潔,由於不使用助焊劑,產生污染的風險大大降低,從而提高產品的檔次;
- 消除了因使用助焊劑所產生的成本,廢品率低,並可重複加工;
- 超聲波焊接設備適用於批量生產和自動化生產環境
3.此款機器的超聲波系統、電氣配置以及控制部分均採用原裝進口配件,並由伺服電機控制,使整機運行精準穩定;
4. 三菱PLC程序控制,操作簡單便捷;
5. 整機機構採用合金鋁型材,堅固美觀。
超聲波焊接機
1調諧旋鈕:這是超聲波焊機最要害的一個調度旋鈕。其調度目的是使超聲波發生器所宣告的高壓電信號頻率同換能器有些的機械諧振頻率一起。辦法是輕觸檢驗開關、左右設防該旋鈕,使負載指示的電流為最小,即可結束調諧進程。
2:振幅檔:此旋鈕有些機種上沒有這個旋鈕,其功用是通過調度發生器的輸出電壓,抵達高速輸出振幅的目的。
3:啟動按鈕:包括調速器、氣壓調度旋鈕。調速器用於調度氣缸的上、下速度。氣壓調度旋鈕調度作業氣壓。
4:熔接時間(WELD TIME):用於調度超聲波發射的時辰,一般的塑料件熔接時辰為 0.6S以下,一般逾越1.5S熔熔接時間 均可視作失敗熔接
5:保壓時間(HOLD TIME):保壓時間相當於加工塑料件之後的固化時間,一般如果塑料件的固定位設置得好,此時辰可不用考慮,如果塑料件內部有彈簧等部件,該時間應相應調長。
6:觸發調度:觸發調度有兩種辦法,一種是延時觸發。這種調度一般指示為推遲時間(DELAY TIME)。其所指為從觸發機器初步到超聲波發射中止的時間。通過調度,可完結先發射超聲波再熔接,或先壓緊塑料件再觸發超聲波。另一種是壓力觸發。這種觸發辦法常見於美國BRANSON方法的超聲波焊接機中,其原理是調度壓緊塑料件的力度來觸發超聲波。關於較大的塑料件,為防止起振失敗,多選用先觸發超聲波再熔接,或以較小的觸發力度。
以超音波超高頻率振動的焊頭在適度壓力下,使二塊塑膠的接合面產生磨擦熱而瞬間熔融接合,焊接強度可與本體媲美,採用合適的工件和合理的介面設計,可達到水密及氣密,並免除採用輔助品所帶來的不便,實現高效清潔的熔接。
將超音波超高頻率振動的焊頭,壓著塑膠品突出的梢頭,使其瞬間發熱融成為鉚釘形狀,使不同材質的材料機械鉚合在一起。
借著焊頭之傳導及適當之壓力,瞬間將金屬零件(如螺母、螺桿等)擠入預留入塑膠孔內,固定在一定深度,完成後無論拉力、扭力均可媲美傳統模具內成型之強度,可免除射出模受損及射出緩慢之缺點。
本方法與鉚焊法類似,將凹狀的焊頭壓著於塑膠品外圈,焊頭髮出超音波超高頻振動后將塑膠溶融成形而包復於金屬物件使其固定,且外觀光滑美觀、此方法多使用在電子類、喇叭之固定成形,及化妝品類之鏡片固定等。
A、將二片塑膠分點熔接無需預先設計焊線,達到熔接目的。
B、對比較大型工件,不易設計焊線的工件進行分點焊接,而達到熔接效果,可同時點焊多點。
運用超音波瞬間發振工作原理,對化纖織物進行切割,其優點切口光潔不開裂、不拉絲。高周波與超聲波是不同的兩個概念,高周波是指頻率大於100Khz的電磁波,超聲波是指頻率超過20千赫茲的聲波。高周波的焊接原理、熔接原理與超聲波也是不一樣的,高周波是利用高頻電磁場使物料內部分子間互相激烈碰撞產生高溫達到焊接和熔接的目的,而超聲波是利用摩擦生熱的原理產生大量的熱量達到焊接和熔接的目的。
超聲波焊接機主要用於熱塑性塑料的二次連接,相比其他傳統工藝(如膠粘、電燙合或螺絲緊固等),具有生產效率高、焊接質量好、環保又節能等顯著優點。超聲波塑料焊接設備被廣泛應用於醫械、包裝、汽配、漁具等行業,如一次性輸液過濾器及血漿分離杯、自封袋、塑料酒瓶蓋、洗碗機水輪、塑料玩具、車燈、塑料假魚餌、充電器外殼和手機弔帶的焊接、一次打火機外殼的焊接等等,製造車身塑料零件,汽車車門、汽車汽車儀錶、車燈車鏡、遮陽板、內飾件、濾清器,反光材料、反光道釘、保險杠、拉索、摩托車用塑料濾清器、散熱器、制動液罐、油杯、水箱、油箱、風管、尾氣凈化器、托盤濾板;塑膠電子:預付費水表電錶,通訊設備,無繩電話,手機配件,手機殼,電池殼,充電器、閥控式密封維護鉛酸蓄電池,3寸軟盤,U盤,SD卡,CF卡,USB接插件、藍牙;玩具文具:文件夾,相冊,折盒,PP中空板,筆套,墨盒,硒鼓,;醫用日用:手錶,廚具,口服液瓶蓋,點滴瓶蓋、手機飾件,金柔刷,日用品,衛生用品,兒童用品,空氣床墊,衣架,刀柄,園藝用品,櫥具潔具,花灑,金柔刷,淋浴頭,防偽瓶蓋,化妝品瓶蓋,咖啡壺,洗衣機、空氣除濕機,電熨斗、電水壺、吸塵器,音箱金屬面蓋及土木格柵等。
當超聲波在介質中傳播時,由於超聲波與介質的相互作用,使介質發生物理的和化學的變化,從而產生一系列力學的、熱的、電磁的和化學的超聲效應,包括以下4種效應:
超聲波的機械作用可促成液體的乳化、凝膠的液化和固體的分散。當超聲波流體介質中形成駐波時 ,懸浮在流體中的微小顆粒因受機械力的作用而凝聚在波節處,在空間形成周期性的堆積。超聲波在壓電材料和磁致伸縮材料中傳播時,由於超聲波的機械作用而引起的感生電極化和感生磁化(見電介質物理學和磁致伸縮)。
超聲波作用於液體時可產生大量小氣泡。一個原因是液體內局部出現拉應力而形成負壓,壓強的降低使原來溶於液體的氣體過飽和,而從液體逸出,成為小氣泡。另一原因是強大的拉應力把液體“撕開”成一空洞,稱為空化。空洞內為液體蒸氣或溶於液體的另一種氣體,甚至可能是真空。因空化作用形成的小氣泡會隨周圍介質的振動而不斷運動、長大或突然破滅。破滅時周圍液體突然沖入氣泡而產生高溫、高壓,同時產生激波。與空化作用相伴隨的內摩擦可形成電荷,並在氣泡內因放電而產生髮光現象。在液體中進行超聲處理的技術大多與空化作用有關。
由於超聲波頻率高,能量大,被介質吸收時能產生顯著的熱效應。
超聲波的作用可促使發生或加速某些化學反應。例如純的蒸餾水經超聲處理后產生過氧化氫;溶有氮氣的水經超聲處理后產生亞硝酸;染料的水溶液經超聲處理後會變色或退色。這些現象的發生總是與空化作用相伴隨。超聲波還可加速許多化學物質的水解、分解和聚合過程。超聲波對光化學和電化學過程也有明顯影響。各種氨基酸和其他有機物質的水溶液經超聲處理后,特徵吸收光譜帶消失而呈均勻的一般吸收,這表明空化作用使分子結構發生了改變。
1、自動焊接機工作效率高。
2、自動焊接機操作簡便。
3、自動焊接機更適應流水線作業。
4、自動焊接機節約人力成本。
智能電腦追頻型超聲波焊接機介紹
核心提示:最適用於精密塑膠電子產品焊接。如U盤、SD卡、電子充電器、耳機插頭、耳塞網等。
①智能電腦控制自動追蹤超聲波頻率。
②採用了16位分辨(N=65535),調整響應速度:設置範圍1~8ms。
③提高了諧振定位精度,使控制分辨在0.25Hz。調整精度:1-10%。
④主控制帶自診斷功能,並且能對換能器組合結構及連接線等進行自動判別,並相應信息提示。
開機自動測試運行一次,將對超聲組件的實際工作頻率的結束將被儲存並顯示當前頻率。
設計頻率:首先確認換能器與工具頭的大概頻率,然後把大概的頻率輸入設置即可。(例:估計換能器組合約在20KHz,所設置頻率在20~20.5 KHz均可):
每一次焊接結束時的實際工作頻率儲存並顯示當前頻率。
焊接后因焊頭髮熱或其它因素造成頻率漂移,始終處於最佳諧振狀態並儲存。
◆型號:XH-4080
◆機械性能:
1:採用CPU電腦監控各程序速度快適應力特強
2:真正全自動追頻(AFC)
3:頻率自動搜索――首先設計鄰近頻率。
4:電壓保護系統(供電電壓的範圍180V~260V);
在自動平恆電壓期間不影響本機輸出功率及工作頻率
5:過流保護;
6:供電頻率不穩自動補償。
7:超負荷保護系統。
8:適應各種大小焊模和不同的設計模具。
9:內置全自動振幅調節系統,對不同的氣壓變化及電壓波動自動補償.
10:採用FET場效管做功率放大,反應快
11:比傳統硅功率管反應速度快100倍以上。
12:內置各種故障保護功能。
◆技術參數:
操作模式:自動/手動 輸出時間:0.1-0.99s
電 壓: 220V 頻 率:40KHZ
輸出功率:800W 焊接面積:103mm
重 量:43.6KG 氣壓範圍:3-6.8bar
當然,價格也比傳統機器要貴得多。
但是自動的可以節約人工成本,大部分企業還是需求全自動的超聲波設備。
◆超聲波模具架設常發生的問題:
1. 忽略了超聲波的特性為“擴大、集束、摩擦、振動、傳導、能量分佈”的特性,而用沖模、塑膠模、或一般 工具機的觀念或經驗,去架設超聲波模具,結果導致無法發揮超聲波的經濟效益。
2. 忽略了超聲波能量分佈、氣缸、塑品、模具、機台底板的累積誤差,而單純用超聲波的上模與底模,來校正機械與模具的垂直、水平精度是錯誤的,如此易造成微調功能的失效。(請參閱超聲波模具架設技巧)
3. 最高級且符合經濟效益的超聲波架模技巧,就是用熔接時間與預熱原理,來控制產品的精度與距離,一般都 忽略了超聲波的導熔線只有0.3~0.6m/m,多出的動作或熔接條件,均是消耗超聲波的能量,也均是欲達超聲波經濟效益的反作用力。

基本信息
- 中文名
- 超聲波焊接機
- 外文名
- Ultrasonic Welding Machine
- 概述
- 自動焊接機、半自動超聲波焊接機
- 熔焊方法
- 熔接法 鉚焊法 埋植
- 產品介紹
- 產品參數 特點功能
- 超聲效應
- 機械效應 空化作用 熱效應
- 工作原理
- 超聲波 焊接原理 聲波熔接