出鋼機
出鋼機
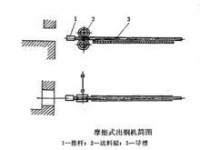
摩擦式出鋼機
無縫鋼管車間側出料加熱爐用的一種雙傳動摩擦式管坯出鋼機
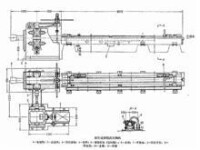
在小型型鋼車間的側出料加熱爐上,移動式出鋼機的採用也很廣泛。由於移動式出鋼機可以做橫向移動,所以爐尾的推鋼機可以成批地將坯料推到出鋼口,出鋼機則可通過橫移機構對準每一根在出鋼口範圍內的鋼坯,不斷地出鋼。這樣,爐尾上料與爐前出鋼可互不干擾。移動式出鋼機出鋼速度快,橫移操作準確、靈活,每分鐘出鋼根數可達十根以上,適用於出鋼次數頻繁的小型型鋼車間側出料連續式加熱爐。
右圖
(1)推力
出鋼機推力的大小由所推坯料的重量而定。正常操作時每次只需推出一根坯料,但設計時應考慮坯料粘連問題,出鋼機的推力應滿足一次推出兩根坯料的要求。小型軋鋼車間加熱爐用的出鋼機的推力,一般為150—600公斤。
(2)出鋼速度
(3)推桿行程
出鋼機推桿行程主要取決於被加熱坯料的長度、爐子寬度和車間工藝布置,一般推桿行程上按下式計算確定:
式中:——爐子內壁間距(毫米);
——爐牆厚度(毫米);
——爐門厚度(毫米)。
有時雖然坯料尺寸很長,但第一機架距出料口很近或沒有專門出料輥,此時推桿行程只須保證能使坯料前端被咬入軋輥或送料輥即可,而不必按將全長推出爐外來考慮。
出鋼機大車首先自動對準某一組滑道,然後在PLC的指揮下,L形鉤將加熱爐內板坯托出並平穩地放置於爐前輥道上,完成了出鋼的一個循環。
操作檯面板包括三部分,分別為大車操作台、升降機操作台和小車操作台。
(1)大車操作台。在大車操作台上可完成大車手動和自動操作功能。
①手動操作過程。首先在大車正常燈、小車原位燈、升降機原位燈均點亮和“左行/0/右行”選擇開關在“0”位的情況下將“手動/自動”開關選擇手動位置,然後按需要選擇高速或低速,最後將“左行/0/右行”的開關由“0”位旋至左行或右行,大車即可左行運動或右行運動。
②自動操作過程。自動操作必須先建立零點,零點的建立在大車控制器上電后建立一次即可。首先確保大車位置在2道右側,如不在右側,則必須先手動行駛至2道右側,然後自右向左行駛使大車經2道,觸動2道接近開關后2道燈被點亮,自此零點建立。此後在大車正常燈、小車原位燈、升降機原位燈均點亮的情況下將“手動/自動”開關選擇在“自動”位置,最後將“左/中/右”選擇開關旋至相應的左、中或右位置,大車便可自動行至相應的3道、2道或1道后自動停止。當然,將手動撥至自動時,“左/中/右”選擇開關當前所指位置是無效的,必須重新選擇“左/中右”開關,大車才可運動。
在大車自動運行過程中,如想停止自動運行,可將“手動/自動”開關由自動旋至手動即可。
(2)升降機操作台。包括三個指示燈和兩個選擇開關。指示燈分別指示升降機的正常、故障以及原位。“低速/高速”選擇開關用於選擇升降機手動時的高速和低速。“上升/0/下降”選擇開關分別用於選擇升降機的手動上升、停止和下降。
①手動操作過程。升降操作台的兩個選擇開關僅在手動狀態下有效。首先將小車操作台部分的“手動/自動”選擇開關撥至“手動”位置,然後根據需要選擇升降機的“低速”或“高速”,最後根據需要選擇升降機的“上升”或“下降”。不需要升降動作時將選擇開關撥至“0”位。
②自動操作過程。升降機自動運行是和小車自動連在一起的,用來完成自動出鋼過程中L形鉤自動上升和下降動作,其操作過程與升降操作台的選擇開關無關,詳見小車自動操作過程。
(3)小車操作台。包括兩個按鈕、五個指示燈、三個選擇開關。兩個按鈕為“急停”按鈕和“自動出鋼”按鈕,“急停”按鈕用於在緊急時刻切斷電源而停止小車運行,因而“急停”按鈕恢復后需重新上電方可運行。指示燈分別指示小車正常、小車故障以及小車的前位、原位和后位。“手動/自動”選擇開關用於選擇小車的手動和自動及升降機的手動和自動,“低速/高速”選擇開關用於選擇小車的手動高速和低速,“前進後退”選擇開關用於選擇小車手動的前進、停止和後退。
①手動操作過程。首先在小車正常燈點亮和“前進後退”選擇開關在“0”位的情況下,將“手動/自動”開關旋至手動位置,然後按需要選擇高速或低速,最後將“前進後退”的開關由0位旋至前進或後退,小車即可前進或後退。
②自動操作過程。自動操作必須先建立原點,小車控制器每次上電后建立一次原點即可,原點在手動情況下使小車後退觸動原位接近開關便可建立,此時小車原位燈被點亮。然後在大車對準3道、2道或、1道位置並確認爐門已打開,同時小車正常燈、小車原位燈、升降機正常燈和升降機原位燈均點亮的情況下,將“手動/自動”開關旋至“自動”位置,最後按“自動出鋼”按鈕即可進行自動出鋼。自動出鋼的動作過程為小車前進至前位,提升機上升將板坯托起,小車後退至原位,升降機下降使L形鉤上表面至輥道下50mm,延時幾秒鐘,然後升降機上升至原位,完成一個循環,自動出鋼結束。
在自動出鋼過程中,如想中止自動運行狀態,必須將“手動/自動”開關由“自動”旋至“手動”。此時可中止自動出鋼過程中未進行完的小車和升降機的動作。注意將“手動/自動”開關由“自動”旋至“手動”前要保證小車“前進後退”和升降機“上升下降”開關必須在“0”位。在此過程中應注意如遇緊急情況按“急停”只能停止小車的運行,而不能停止升降機的運行。 .
出鋼前,液壓系統需要正常工作,首先啟動液壓站,檢查液壓站的油溫、液位、系統壓力等是否在正常值範圍之內。液壓系統正常工作5min后,方可使用高位出鋼機。
推鋼機和出鋼機是連續加熱爐的重要輔助設備,現已定型化和系列化,一般可按照爐子設計條件進行選擇。
選擇推鋼機時,須按照設計要求的推力、推鋼速度和行程,並考慮滑道條件、爐子附近情況和推鋼機的經濟性等因素,選擇其形式和規格。
(一)推鋼機的形式
推鋼機按照驅動推桿運動的機構形式分為螺旋式、齒條式、液壓式和曲柄連桿式幾種。目前,用得最多的是螺旋式和齒條式兩種。
(1)螺旋式推鋼機
螺旋式推鋼機的優點是機構簡單、結構緊湊,佔地面積小,容易製造且設備費用較低;缺點是傳動效率低,工作時推桿有震動,推力和推速受到一定限制。因此,一般只在中小型軋鋼車間加熱爐上採用。
(2)齒條式推鋼機
齒條式推鋼機的優點是推力大、機械傳動效率高,推鋼速度較螺旋式推鋼機為快且工作可靠;缺點是機構複雜、質量大且佔地面積大,製造比較困難並設備費用較高。齒條式推鋼機一般用於中型軋鋼車間加熱爐。
(3)液壓式推鋼機
活塞式推鋼機具有機構簡單、結構緊湊、操作方便、推力大、速度容易控制和佔地面積小等優點。但要設置專門的液壓站。液壓式推鋼機適用於大型步進式加熱爐向裝鋼台架推鋼用。
(4)曲柄連桿式推鋼機
曲柄連桿式推鋼機主要用於鋼坯斷面尺寸較小、且長度很長的斜底式加熱爐上。特點是採用曲柄連桿傳動機構,操作靈活,能適應較頻繁的工作制度;沿爐寬方向能排列多根推桿,便於推送長鋼坯;其缺點是結構比較複雜、設備外形龐大且設備較重。
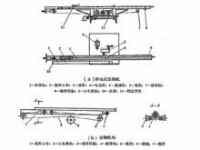
(一)側出料出鋼機
推鋼機將加熱好的鋼料推到出料位置后,爐頭側面的出鋼機推桿伸人爐內,將鋼料推到爐外送料輥道或斜台架上。為了使機構簡單並能保證機械安全運轉,一般出鋼機推桿採用摩擦輥傳動方式,推力較大時上下摩擦輥同時傳動,推力小時只下摩擦輥傳動。出鋼機推桿採用冷卻水冷卻。
(1)出鋼機的推力一般等於所推出鋼料的質量。小型鋼坯有可能兩根鋼料同時掉入出鋼槽或過熱黏結,推力要按兩根鋼料考慮。
(2)出鋼機的推料速度要滿足軋制周期的要求,推料速度一般取。
(3)出鋼機的推程應按鋼料長度和爐子寬度尺寸來確定。當出料口距軋機第一機架很近或出料爐門外設有專門的出料輥道時,只要保證鋼料咬入軋輥或推上出料輥道,推程可不按將鋼料全長推出爐外來考慮。
(二)鋼坯托出機
基本信息
- 外文名
- Discharge machine
- 位置
- 加熱爐出爐側正前方
- 應用學科
- 冶金術語