曲柄壓力機
用曲柄連桿作為工作機構的設備
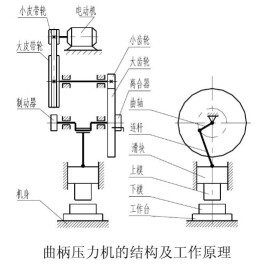
電動機通過小齒輪、大齒輪(飛輪)和離合器帶動曲軸旋轉,再通過連桿使滑塊在機身的導軌中作往複運動。將模具的上模固定在滑塊上,下模固定在機身工作台上,壓力機便能對放置在上、下模之間的被衝壓材料進行加壓,依靠模具將其沖製成工件,實現壓力加工。離合器由腳踏板通過操縱機構控制,實現曲柄滑塊機構的運動或停止。制動器與離合器密切配合,可在離合器脫開后將曲柄滑塊機構停止在一定的位置上(一般是指滑塊處於上死點的位置)。大齒輪還起飛輪的作用,使電動機的負荷均勻,並有效地儲存和釋放能量。
曲柄壓力機由以下幾部分組成:
1)床身
床身是壓力機的骨架,承受全部衝壓力,並將壓力機所有的零、部件連接起來,保證全機所要求的精度、強度和剛度。床身上固定有工作台,用於安裝沖模的下模。
2)工作機構
即為曲柄連桿機構,由曲軸、連桿和滑塊組成。電動機通過V形帶把能量傳給帶輪,通過傳動軸經小齒輪、大齒輪傳給曲軸,並經連桿把曲軸的旋轉運動變成滑塊的往複直線運動。沖模的上模就固定在滑塊上。帶輪兼起飛輪作用,使壓力機在整個工作周期里負荷均勻,能量得以充分利用。
3)操縱系統
由制動器、離合器等組成。離合器是用來啟動和停止壓力機動作的機構。制動器是在當離合器分離時,使滑塊停止在所需的位置上。離合器的離、合,即壓力機的開、停是通過操縱機構控制的。
4)傳動系統
包括帶輪傳動、齒輪傳動等機構。
5)能源系統
包括電動機、飛輪(帶輪)。
除了上述幾大基本部分外,曲柄壓力機還有多種輔助裝置,如潤滑系統、保險裝置、計數裝置及氣墊等。
1.標稱壓力(kN)及標稱壓力行程(mm)
曲柄壓力機的標稱是指曲柄旋轉至下止點前。某一特定距離或曲柄轉角時,滑塊允許的最大作用力,此特定距離稱為標稱壓力行程,特定轉角稱為標稱壓力角。
2.滑塊行程S (mm)
指滑塊從上止點到下止點所經過的距離,它是曲柄半徑或偏心齒輪、偏心軸的偏心距的兩倍。
3.滑塊行程次數
指滑塊每分鐘往複運動的次數。
4.最大裝模高度(mm)及裝模高度調節量(mm)
裝模高度是指滑塊在下止點時,滑塊下表面到工作台墊板上表面的距離。裝模高度的最大值稱為最大裝模高度,滑塊調整到最低位置時得到最小裝模高度!封閉高度是指滑塊在下止點時,滑塊下表面到工作台上表面的距離,它與裝模高度之差等於工作台墊板的厚度T。裝模高度調節的距離,稱為裝模高度調節量。
曲柄壓力機有以下幾種分類方法:
開式壓力機床身前面、左面和右面三個方向是敞開的,操作和安裝模具都很方便,便於自動送料。但由於床身呈C字形,剛性較差。當衝壓力較大時。床身易變形,影響模具壽命,因此只適用於中、小型壓力機。閉式壓力機的床身兩側封閉,只能前後送料,操作不如開式的方便,但機床剛性好,能承受較大的壓力,適用於一般要求的大、中型壓力機和精度要求較高的輕型壓力機。
2)按連桿的數目分可分為單點、雙點和四點壓力機。
單點壓力機有一個連桿,雙點和四點壓力機分別有兩個和四個連桿。
3)按滑塊數目分可分為單動壓力機、雙動壓力機和三動壓力機三種。
雙動及三動壓力機一般用於複雜製件的拉深。這種壓力機可用於較大、較高製件的拉深。壓力機的工作部分由拉深滑塊、壓邊滑塊、工作台三部分組成。拉深滑塊由主軸上的齒輪及其偏心銷通過連桿帶動。工作台由凸輪傳動,壓邊滑塊在工作時是不動的。工作時,凸模固定在拉深滑塊上,壓邊圈固定在壓邊滑塊上,而凹模則固定在工作台上。工作開始時,工作台在凸輪的作用下上升,將坯料壓緊,並停留在此位置。這時,固定在拉深滑塊上的拉深凸模開始對坯料進行拉深,直至拉深滑塊下降到拉深結束位置。拉完后拉深滑塊先上升,然後工作台下降,完成衝壓工作。這種雙動壓力機是通過拉深滑塊和工作台的移動來實現雙動的。
4)按傳動方式分壓力機的傳動系統可置於工作台之上,也可置於工作台之下。
前者稱為上傳動,後者稱為下傳動。下傳動的壓力機重心低、運動平穩,能減少振動和雜訊,床身受力情況也得到改善。但壓力機平面尺寸較大,總高度和上傳動差不多,故重量大、造價高。且傳動部分的修理也不方便,故現有通用壓力機一般均採用上傳動。
基本信息
- 中文名
- 曲柄壓力機
- 外文名
- crank press
- 組成
- 操縱系統、床身等
- 學科
- 冶金學
- 工作機構
- 曲柄連桿
- 技術參數
- 標稱壓力等