環面蝸桿
環面蝸桿
建議您在編輯詞條之前,可先參考幫助中心文檔,了解更多關於詞條規範的信息。在線提問:幫助小組
環面蝸桿形成
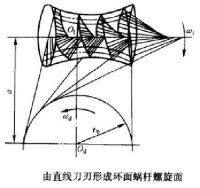
蝸桿螺旋面由便於製作的直線刀刃車刀、平面砂輪、角度銑刀和錐 面砂輪加工成。刀具裝在迴轉刀座(簡稱刀座)上,刀座迴轉軸線與蝸桿軸線交錯,和為其共垂線分別在刀座軸線和蝸桿軸線上的垂足。蝸桿不修形時,刀座軸心 與蝸桿軸線的距離等於被加工蝸桿副的中心距a;刀座與蝸桿的軸交角;蝸桿與刀座的速比等於蝸桿副的傳動比。在刀座軸心與蝸桿軸線所在蝸輪中間平面上,由半徑為的蝸輪主基圓(或稱蝸桿成形圓)和蝸桿齒廓確定刀具位置:車刀的直線刀刃或銑刀和砂輪的直母線應與蝸輪主基圓相切,並與蝸桿齒廓重合或相切。蝸桿迴轉時,刀座按速比轉動,直線刀刃在蝸桿上的軌跡曲線、平面或錐面的包絡面為環面蝸桿的螺旋面。
(1)直廓環面蝸桿
可以用漸開線代替直線,用漸開線插齒刀加工環面蝸桿的螺旋面;加工出的環面蝸桿則與直齒或斜齒漸開線圓柱齒輪相配。雖然這種蝸桿副製作簡便,但由於漸開線插齒刀外徑受限制,只能用於小中心距的傳動,未能推廣使用。
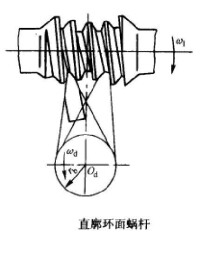
直廓環面蝸桿
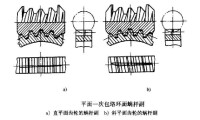
下圖所示為用平面砂輪精磨環面蝸桿一側螺旋面。在蝸輪中間平面上,砂輪平面與蝸輪主基圓和蝸桿齒廓相切;砂輪平面與刀座軸線的夾角為產形面傾角,可以根據需要在一定範圍內取值。由砂輪平面展成蝸桿齒槽一側螺旋面為可展直紋面。
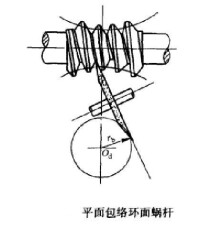
平麵包絡環面蝸桿
下圖所示為用單錐面為產形面,用錐面砂輪精磨蝸桿一側螺旋面。在蝸輪中間平面上,砂輪錐面直母線與蝸輪主基圓和蝸桿齒廓相切;將砂輪平面繞該直母線轉過產形面傾角β(圖中未示出),確定其位置。角可根據需要在一定範圍內取值。砂輪錐面展成蝸桿齒槽一側的螺旋面。
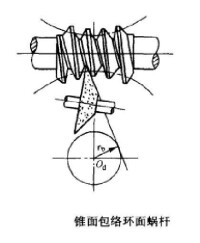
錐麵包絡環面蝸桿
下圖所示為對稱於砂輪中間平面的兩錐面精磨蝸桿齒槽兩側螺旋面。砂輪中間平面與其軸線的交點在蝸輪中間平面上,砂輪軸線與蝸輪中間平面重合時,砂輪兩錐面母線與主基圓相切。根據需要在一定範圍內將砂輪繞刀座與砂輪軸線的共垂線轉砂輪軸線傾角(圖中未示出)。砂輪的雙錐面展成蝸桿齒槽兩側螺旋面。
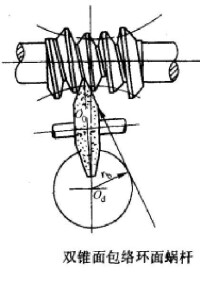
雙錐麵包絡環面蝸桿
(1)直廓環面蝸桿副(TA蝸桿副)
(2)平面一次包絡環面蝸桿副
平面一次包絡環面蝸桿副
漸開麵包絡環面蝸桿與漸開線圓柱齒輪相配,稱為漸開面一次包絡環面蝸桿副。這種傳動可以不用製作蝸輪滾刀,漸開線齒輪可以達到很高精度,但漸開麵包絡環面蝸桿難於製作,在生產中還未推廣應用。
(3)二次包絡環面蝸桿副
以一次包絡得到的平面、錐面和雙錐麵包絡環面蝸桿螺旋面為滾刀產形面,按蝸桿副中心距a、蝸桿和蝸輪軸向位置及軸交角安裝滾刀和輪坯,刀具和輪坯按蝸桿副傳動比作相對運動展成相配蝸輪,得到二次包絡環面蝸桿副。平面二次包絡環面蝸桿副簡稱TP蝸桿副。錐面(單錐面)二次包絡環面蝸桿副簡稱TK蝸桿副。
(1)直線環面蝸桿傳動(TSL型)和平面二次包絡環面蝸桿傳動(TOP型)特點是:多齒接觸並雙接觸線接觸,所以擴大了接觸面積,而且由於嚙合接觸線與速度夾角較大,易於形成油膜改善了潤滑條件,增大了齒面間的相對曲率半徑,因此承載能力大為增加,效率高,傳力大。
(2)平面一次包絡環面蝸桿傳動(TVP型)特點是:單接觸線接觸,多齒接觸潤滑條件大有改善,所以效率與承載能力比圓柱蝸桿傳動大得多。
平麵包絡環面蝸桿(TOP型與TVP型)比較容易實現完全符合其嚙合原理的精確加工和淬硬磨削加工,故可採用高硬度蝸桿,且可降低齒面粗糙度,這對提高其承載能力與傳動效率提供有利條件。
一般環面蝸桿傳動效率可高達0.85~0.90,承載能力可比圓柱面蝸桿傳動提高2~4倍。