快速成型機
快速成型機
快速成型(RP)是一種創新技術,它可以在幾個小時內利用三維CAD設計的圖形直接生產出複雜零件。
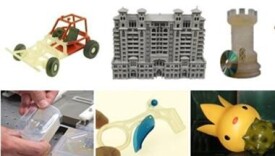
△1.reprap
△2.fabathome
△3.CupCakeCNC
上面3個是免費開源的快速成型機項目,開放包括源代碼在內的所有資料,完全可以手工自己造出一台來。
立體光刻成型sla
選擇性激光燒結sls
層合實體製造lom
選域黏著及熱壓成型SAHP
層銑工藝lmp
分層實體製造som
熔融沉積快速成型fdm
多相噴射固化mjs
多孔噴射成型mjm
直接殼法產品鑄造dspc
激光工程凈成型lens
快速原型製造技術,又叫快速成形技術,(簡稱RP技術);
英文:RAPID PROTOTYPING(簡稱RP技術),或
RAPID PROTOTYPING MANUFACTUREING,簡稱RPM。
快速成型(RP)技術是九十年代發展起來的一項先進位造技術,是為製造業企業新產品開發服務的一項關鍵共性技術, 對促進企業產品創新、縮短新產品開發周期、提高產品競爭力有積極的推動作用。自該技術問世以來,已經在發達國家的製造業中得到了廣泛應用,並由此產生一個新興的技術領域。
RP技術是在現代CAD/CAM技術、激光技術、計算機數控技術、精密伺服驅動技術以及新材料技術的基礎上集成發展起來的。不同種類的快速成型系統因所用成形材料不同,成形原理和系統特點也各有不同。但是,其基本原理都是一樣的,那就是"分層製造,逐層疊加",類似於數學上的積分過程。形象地講,快速成形系統就像是一台"立體印表機"。
RP技術的優越性顯而易見:它可以在無需準備任何模具、刀具和工裝卡具的情況下,直接接受產品設計(CAD)數據,快速製造出新產品的樣件、模具或模型。因此,RP技術的推廣應用可以大大縮短新產品開發周期、降低開發成本、提高開發質量。由傳統的"去除法"到今天的"增長法",由有模製造到無模製造,這就是RP技術對製造業產生的革命性意義。
形象地比喻:快速成形系統相當於一台"立體印表機"。
它可以在沒有任何刀具、模具及工裝卡具的情況下,快速直接地實現零件的單件生產。根據零件的複雜程度,這個過程一般需要1~7天的時間。換句話說,RP技術是一項快速直接地製造單件零件的技術。
RP系統可以根據零件的形狀,每次製做一個具有一定微小厚度和特定形狀的截面,然後再把它們逐層粘結起來,就得到了所需製造的立體的零件。當然,整個過程是在計算機的控制下,由快速成形系統自動完成的。不同公司製造的RP系統所用的成形材料不同,系統的工作原理也有所不同,但其基本原理都是一樣的,那就是"分層製造、逐層疊加"。這種工藝可以形象地叫做"增長法"或"加法"。
每個截面數據相當於醫學上的一張CT像片;整個製造過程可以比喻為一個"積分"的過程。
RP技術的基本原理是:將計算機內的三維數據模型進行分層切片得到各層截面的輪廓數據,計算機據此信息控制激光器(或噴嘴)有選擇性地燒結一層接一層的粉末材料(或固化一層又一層的液態光敏樹脂,或切割一層又一層的片狀材料,或噴射一層又一層的熱熔材料或粘合劑)形成一系列具有一個微小厚度的的片狀實體,再採用熔結、聚合、粘結等手段使其逐層堆積成一體,便可以製造出所設計的新產品樣件、模型或模具。自美國3D公司1988年推出第一台商品SLA快速成形機以來,已經有十幾種不同的成形系統,其中比較成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分別介紹如下:
(1)SLA快速成形系統的成形原理:
成形材料:液態光敏樹脂;
製件性能:相當於工程塑料或蠟模;
主要用途:高精度塑料件、鑄造用蠟模、樣件或模型。
(2)SLS快速成形系統的成形原理:
成形材料:工程塑料粉末;
製件性能:相當於工程塑料、蠟模、砂型;
主要用途:塑料件、鑄造用蠟模、樣件或模型。
(3)LOM快速成形系統的成形原理:
成形材料:塗敷有熱敏膠的纖維紙;
製件性能:相當於高級木材;
主要用途:快速製造新產品樣件、模型或鑄造用木模。
(4)FDM快速成形系統的成形原理:
成形材料:固體絲狀工程塑料;
製件性能:相當於工程塑料或蠟模;
主要用途:塑料件、鑄造用蠟模、樣件或模型。
大大縮短新產品研製周期,確保新產品上市時間;
------使模型或模具的製造時間縮短數倍甚至數十倍;
提高了製造複雜零件的能力;
------使複雜模型的直接製造成為可能;
顯著提高新產品投產的一次成功率;
------可以及時發現產品設計的錯誤,做到早找錯、早更改,避免更改後續工序所造成的大量損失;
支持同步(并行)工程的實施;
------使設計、交流和評估更加形象化,使新產品設計、樣品製造、市場定貨、生產準備、等工作能并行進行;
支持技術創新、改進產品外觀設計;
------有利於優化產品設計,這對工業外觀設計尤為重要。
成倍降低新產品研發成本;
------節省了大量的開模費用
快速模具製造可迅速實現單件及小批量生產,使新產品上市時間大大提前,迅速佔領市場。
總而言之,RP技術是九十年代世界先進位造技術和新產品研發手段。在工業發達國家,企業在新產品研發過程中採用RP技術確保研發周期、提高設計質量已成為一項重要的策略。當前,市場競爭愈演愈烈,產品更新換代加速。要保持我市產品在國內外市場的競爭力,迫切需要在加大新產品開發投入力度、增強創新意識的同時,積極採用先進的創新手段。RP技術在不需要任何刀具、模具及工裝卡具的情況下,可實現任意複雜形狀的新產品樣件的快速製造。用RP技術快速製造出的的模型或樣件可直接用於新產品設計驗證、功能驗證、外觀驗證、工程分析、市場訂貨等,非常有利於優化產品設計,從而大大提高新產品開發的一次成功率,提高產品的市場競爭力,縮短研發周期,降低研發成本。快速原型製造技術生產力促進中心的成立為本市企業應用RP技術開展產品創新活動提供了很好的前提條件。
1988年第一台快速成型系統出現以後,超過二十種以上的系統被開發,每一種系統都有一些細小的差別。最初,這些系統應用於汽車和航空領域,之後在許多其它的領域,例如玩具、電腦、珠寶及醫藥等領域都得到了應用。目前的國內快速成型主要分為以下五大類,國產的進口的設備都有。
◆ 立體光固化(SLA)
SLA 法是最早商品化、市場佔有率最高的RP技術,它以光敏樹脂為原料,計算機控制紫外激光按零件的各分層截面信息在光敏樹脂表面進行逐點掃描,使被掃描區域的樹脂薄層產生光聚合反應而固化,形成零件的一個薄層。一層固化完畢后,工作台下移一個層厚的距離,以使在原先固化好的樹脂表面再敷上一層新的液態樹脂,然後就可進行下一層的掃描加工。新固化的一層牢固地粘在前一層上,如此反覆直到整個原型製造完畢。
這種成型的產品對貯藏環境有很高的要求,溫度過高會融化。還有高紫外線等等的制約,耗材的價格也不便宜!成型時需要支撐,但是成型的表面質量可以。精度高。生產效率較高,運營成本較高,設備費用較貴。材料利用率約100%。適合醫學,電子,汽車,鞋業,消費品,娛樂等等。
◆ 疊層法(LOM)
LOM法出現於1985年。首先在基板上鋪上一層箔材(如紙張),然後用一定功率的紅外激光在計算機的控制下按分層信息切出輪廓,同時將非零件部分按一定的網格形狀切成碎片以便去除,加工完一層后,再鋪上一層箔材,用熱輥碾壓,使新鋪上的一層在粘接劑的作用下粘在已成型體上,再切割該層的形狀,如此反覆直至加工完畢。最後去除切碎的多餘部分,便可得到完整的零件。
這種技術是最早使用於RP市場,我對它的了解不是很多,但是本人的感覺比較浪費材料。成型的精度也不是太高。不需要支撐。生產效率較低,運營成本較低,設備費用較便宜。適合的行業有限。
◆ 激光選區燒結法(SLS)
SLS法採用紅外激光器作能源,使用的造型材料多為粉末材料。加工時,首先將粉末預熱到稍低於其熔點的溫度,然後在刮平棍子的作用下將粉末鋪平;激光束在計算機控制下根據分層截面信息進行有選擇地燒結,一層完成後再進行下一層燒結,全部燒結完後去掉多餘的粉末,則就可以得到一燒結好的零件。目前成熟的工藝材料為蠟粉及塑料粉,用金屬粉或陶瓷粉進行燒結的工藝還在研究之中。
在成型的過程中因為是把粉末燒結,所以工作中會有很多的粉狀物體污染辦公空間,一般設備要有單獨的辦公室放置。另外成型后的產品是一個實體,一般不能直接裝配進行性能驗證。另外產品存儲時間過長後會因為內應力釋放而變形。對容易發生變形的地方設計支撐,表面質量一般。生產效率較高,運營成本較高,設備費用較貴。能耗通常在8000瓦以上。材料利用率約100%。
◆ 融熔沉積法(FDM)
FDM法是1988年發明的。噴頭中噴出的熔化材料在X-Y工作台的帶動下,按截面形狀鋪在底板上,一層一層加工,最終製造出零件。商品化的FDM設備使用的材料範圍很廣,如鑄造石蠟、尼龍、熱塑性塑料、ABS等。此外為提高效率可以採用多個噴頭。現階段又開發來水溶性支撐,大大的提高了成型后處理的速度和可行度!
該成型機是目前市場上佔有量最大的,成型的便面質量很好,可以直接進行裝配和性能驗證。耗材是PC,ABS,原廠耗材價格也不便宜。成型后產品可以支持再加工。需要支撐。生產效率較低,運營成本一般,設備費用便宜。總體材料利用率約100%。適用醫學,設計研發,教學及研究機構,航空航天,家電以及大地測量。
◆ 黏合劑粘結法(3D-P三維列印)
3D-P三維列印是利用噴頭噴粘結劑選擇性粘結粉末成型。首先鋪粉機構在加工平台上精確地鋪上一薄層粉末材料,然後噴墨列印頭根據這一層的截面形狀在粉末上噴出一層特殊的膠水,噴到膠水的薄層粉末發生固化。然後在這一層上再鋪上一層一定厚度的粉末,列印頭按下一截面的形狀噴膠水。如此層層疊加,從下到上,直到把一個零件的所有層列印完畢。然後把未固化的粉末清理掉,得到一個三維實物原型。
這個最早是麻省理工大學研製的,耗材很便宜,一般的石膏粉都可以,成型的速度快,因為是粉末粘合在一起,所以表面比較粗糙,強度也不高。不需要支撐。可以全彩色成型樣件。適合行業也很有限,一般教育,和大地地貌,樓盤設計。