脈衝電流
脈衝電流
脈衝電流也叫脈動電流,就是指方向不變而強度不斷變化的電流。嚴格說來,直流發電機所輸出的電流,就是脈動電流。只不過這種電流強度變化的程度很小。
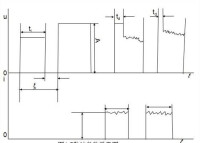
脈衝電流也可以說是單向(陰極)電流周期性地被一系列開路(無電流通過)所中斷的電流。它與換向電流所不同的是不把鍍件作陽極,而是間歇地停止供電,由於間歇中斷電流,陰極電位隨時間周期性地變化。其波形有方波、正弦波、三角波和鋸齒波等。幾種脈衝電流如下圖所示:
脈衝電流
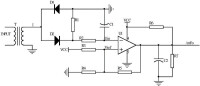
給一套並聯脈衝電容充電並以相同方式給測試物體放電(比如分流器或高容量電容熔絲放電),產生的雷電脈衝電流峰值可高達200000A,波形到達峰值的時間為8μs,在波尾到達50%值的時間為20μs。下圖表示其實際連接方式以及電容通過測試對象放電的等效電路。
脈衝電流
脈衝電源對驅動線圈放電過程中,會產生十幾千安甚至幾十千安的脈衝大電流。常用大電流測量方法有分流器法、光學法、霍爾效應法及羅氏線圈法等。近年來,研究人員對電光法、磁光法等脈衝大電流測試新技術進行了探索。這些方法在實際中也得到了一些應用,其優點是對被測對象的介入性較小,但系統的複雜性大大增加,並且測試的可靠性取決於光學、電子學系統的實際性能,一般用於比較特殊的條件下,目前仍處在不斷地發展之中。
根據歐姆定律,把一個已知的純電阻放在被測電流的放電迴路中,只要測得電阻上的電壓,就可以測得放電迴路中的電流,這就是分流器法的測量原理。分流器法也叫無感電阻法,分流器是用於測量大電流的標準量具、它是一個低阻值和極低電感值的電阻器。它的阻值一般為0.1~10mΩ,能測量的電流範圍為幾千安到幾十千安。
光電系統傳輸信號可以解決高壓測試系統絕緣及抗干擾兩大問題。這種方法通常是利用磁光效應,即法拉第效應,偏振光的偏振角在脈衝電流的磁場中發生旋轉,通過旋轉角推算出迴路中的脈衝電流。當線偏振光以與磁場平行的方向通過某些材料時,由於受磁場作用。偏振面發生旋轉,測出這個旋轉角,即可得出欲測電流值。
脈衝電流通過毫針作用於人體組織,使組織中的離子濃度和分佈發生顯著變化,從而影響了人體組織功能。低頻脈衝電流頻率快的叫密波(高頻),一般為50一100次/秒;頻率慢的叫疏波(低頻),一般為2—5次/秒。波形、頻率不同,治療作用也不同,應根據病情選擇適當的波型。
密波:有抑制作用,能降低神經應激功能,常用於鎮靜止痛、緩解痙攣、針刺麻醉等。
斷續波:一種有節律地時斷對續的密波。能提高肌肉組織的興奮性,常用於治療癱瘓。
鋸齒波:是脈衝波幅按鋸齒形自動改變的起伏波,頻率接近人體呼吸頻率,可用於人工電動呼吸,並可提高神經肌肉的興奮性,改善血液循環,促進滲出物的吸收。
在熔化極氣體保護焊中,脈衝電弧通過專門的脈衝電源裝置向焊接迴路提供了一個間歇的、周期性的、具有高峰值的脈衝電源,從而產生與該脈衝峰值電流的平方成正比的電磁力,同時也使等離子流力明顯增大。並周期性地把大的電流加在像短路電弧那樣小的維弧電流上去,使之實現強制性的射流過渡。脈衝電流焊接還可以節約能源,由於脈衝電源獨特的裝置和基值電流以及峰值電流的應用,就能對一些只能在短路電弧的低電流焊接的材料,實現射流過渡電弧狀態。如用脈衝焊接薄板,不但可以實現高速焊接,而且可得到質量較好的焊縫,可靠件更高的焊接結構。
脈衝電流電解加工,按其加工電流的特徵可以分為正弦波或矩形波、低頻(數十Hz)或高頻(kHz~數十kHz)、寬脈衝(ms~數十ins)、窄脈衝(數十斗s~數百斗s)及超短脈衝(BS級)等類型。按其進給及供電的配合方式又可分為連續供給脈衝電流、連續進給;周期供給脈衝電流、周期進給;連續供給脈衝電流與脈衝同步振動進給三類。
早期的脈衝電流電解加工以低頻、寬脈衝、周期供給脈衝電流,周期進給或帶同步振動進給的模式為主。這種模式的加工工藝水平較傳統的直流電解加工有明顯的提高,得到了局部應用。20世紀90年代又發展了連續供給高頻、窄脈衝電流,連續進給的模式,在型面、型腔加工技術上有進一步的突破,經過大量試驗研究及初步試生產應用已顯示出了明顯的技術經濟效果及重要應用前景。近年來又開展了納秒級超短脈衝電解刻蝕加工技術研究,開拓了新的微細電解加工研究方向。
脈衝電流燒結有時稱之為“電火花燒結”或者“等離子活化燒結”,這是一種使電流速過試樣製備金屬、陶瓷和有機物的新方法。通過控制壓力、溫度和直流電脈衝能夠製備出多孔材料。脈衝電流燒結的燒結時間短、升溫快是製備多孔材料的兩大優點。另外它還可以製備含有加熱易分解的介穩材料和化合物等新型多孔材料。脈衝電流燒結的燒結機制目前還不太清楚,用該法製備的多孔材料的性能也沒有得到廣泛研究。
基本信息
- 中文名
- 脈衝電流
- 外文名
- Pulse current
- 別名
- 脈衝電流
- 符號
- A
- 應用
- 醫學、焊接等方面
- 性質
- 電流或電壓脈衝
- 特點
- 周期性變化