超硬刀具材料
工效高、使用壽命長的材料
超硬刀具材料是指與天然金剛石的硬度、性能相近的人造金剛石和CBN(立方氮化硼)。由於天然金剛石價格比較昂貴,所以生產上大多採用人造聚晶金剛石(PCD)、聚晶立方氮化硼(PCBN),以及它們的複合材料。
超硬刀具材料-金剛石與立方
1、圓管: 1~2032mm 厚度:0.15~12mm
2、方管: 5*5~300*300mm 厚度:0.3~8.0mm
3、矩形管:5*10~200*300 mm 厚度:0.3~8.0 mm
4、橢圓管:10*20~125*300mm 厚度:0.4~6.0mm
5、平橢管:10*20~63*172mm 厚度: 0.4~6.0mm
6、花管:15.9~88.9mm 厚度:0.7~2.0mm
7、角鋼:15*15~100*100mm 厚度:0.8~6.0mm
8、扁鋼10*20~100*200 mm 厚度:0.8~6.0mm

寬*長:
1000mm*2000mm 厚度0.3mm~85mm
1220mm*2440mm 厚度0.3mm~85mm
1204mm*3050mm 厚度0.3mm~85mm
1500mm*6000mm 厚度0.3mm~85mm
國外發展狀況
早在50年代,美國就利用人造金剛石微粉和人造CBN微粉在高溫、高壓、觸媒和結合劑的作用下燒結成尺寸較大的聚晶塊作為刀具材料。之後,南非戴比爾(DeBeers)公司、前蘇聯和日本也相繼研製成功。70年代初又推出了金剛石或CBN和硬質合金的複合片,它們是在硬質合金基體上燒結或壓制一層0.5mm~1mm的PCD或PCBN而成,從而解決了超硬刀具材料抗彎強度低、鑲焊困難等問題,使超硬刀具的應用進入實用階段。目前,又出現了人工合成大單晶金剛石,以及用CVD(化學氣相沉積)法制出的金剛石薄膜塗層和金剛石厚膜等功能性材料,大大拓寬了超硬刀具材料的應用領域。
中國發展狀況
我國超硬刀具材料的研究與應用開始於70年代,並於1970年在貴陽建造了我國第一座超硬材料及製品的專業生產廠--第六砂輪廠,從1970~1990年整整20年中,超硬材料年產量僅從46萬克拉增至3500萬克拉。90年代前後不少超硬材料生產專業廠從國外引進了成套的超硬材料合成設備及技術,產量得到迅速增加,至1997年我國人造金剛石年產量就已達到5億克拉左右,CBN年產量達800萬克拉,躍居世界上超硬材料生產大國之首。
隨著材料工業及精密機械工業的發展,精密切削、超精密切削和難切削材料使用的增多,超硬刀具材料的應用日益廣泛。
超硬材料刀具具有工效高、使用壽命長和加工質量好等特點,過去主要用於精加工,近幾年來由於改進了人造超硬刀具材料的生產工藝,控制了原料純度和晶粒尺寸,採用了複合材料和熱壓工藝等,應用範圍不斷擴大,除適於一般的精加工和半精加工外,還可用於粗加工,被國際上公認為是當代提高生產率最有希望的刀具材料之一。利用超硬材料加工鋼、鑄鐵、有色金屬及其合金等零件,其切削速度可比硬質合金高一個數量級,刀具壽命可比硬質合金高几十、甚至幾百倍。同時它的出現,還使傳統的工藝概念發生變化,利用超硬刀具常常可直接以車、銑代磨(或拋光),對淬硬零件加工,可用單一工序代替多道工序,大大縮短工藝流程。
人工合成單晶金剛石的尺寸、形狀和性能都具有良好的一致性,目前由於高溫高壓的技術日趨成熟,能夠製備具有一定尺寸的人工合成單晶金剛石,De Beers公司和美國生產的合成單晶金剛石顆粒尺寸可達9-10mm,使其在生產中應用迅速發展。尤其在加工高耐磨的層狀木板時,其性能要優於PCD金剛石,不會引起刃口過早鈍化。
人造聚晶金剛石(PCD)
人造聚晶金剛石複合片(PCD/CC)
PCD又稱金剛石燒結體,是在高溫超高壓條件下,通過鈷等金屬結合劑將金剛石微粉聚合成的多晶體材料。其硬度雖低於天然單晶金剛石,但它是隨機取向的金剛石晶粒的聚合,屬各向同性,用作刀具時可以任意取向刃磨,無需像ND必須選用最佳的解理面作為前刀面。在切削時,切削刃對意外損壞不很敏感,抗磨損能力也很強,可長時間保持鋒利的切削刃,加工時可採用很高的切削速度和較大的吃刀量(例如在車削或鏜削鋁合金、黃銅、青銅及其合金時,切削速度為300-1000m/min,進給量為0.05-0.5mm/r,吃刀量可達10mm),使用壽命一般高於硬質合金(WC基)刀具10-500倍,而且PCD原料來源豐富,其價格只有ND的幾十分之一至十幾分之一,因此應用廣泛,成為傳統WC刀具的高性能替代品。
PCD的性能與金剛石的晶粒尺寸及結合劑的含量有關。De Beers公司生產的PCD刀片有002、010和025幾種,晶粒的平均尺寸分別為2、10和25微米。晶粒尺寸越大,耐磨性越好,但刃口質量稍差,難以製成高精度刀具。相反,用細晶粒PCD製成的刀具、刃口質量好。
為提高PCD刀片的韌性和可焊性,通常將PCD與硬質合金複合做成複合刀片(PCD/CC),即以硬質合金為基底,在其表面燒結或壓制一層0.5-1mm厚的PCD而成。這種複合刀片(又稱壓層刀片)的抗彎強度與硬質合金基本一致,而工作表面的硬度接近整體PCD,且可焊性好,重磨容易,成本低,故應用廣泛。PCD/CC常用焊或機夾方式製作刀具。英國Smith公司研製多層金剛石複合片,其頂層金剛石濃度為100%,往下逐步下降,同時硬質合金逐漸增加,到襯底全部為硬質合金。這種複合片的強度高,抗衝擊性能好,特別適用於吃刀量大、有衝擊載荷的加工使用。日本住友電工公司採用鐵基合金作基體,所製造的金剛石複合片鑽頭因PCD與鋼刀體有親和作用,可保證複合片與刀體的連結更為牢固。
必須指出,PCD刀具的刃口鋒利性和加工的工件表面質量均不如ND,同時其可加工性很差,磨削比小,難以根據刀頭的幾何形狀任意成形,至今還不能方便地製造帶斷屑槽的可轉位PCD刀片和立銑刀等幾何形狀複雜的產品。
聚晶立方氮化硼(PCBN)和聚晶立方氮化硼複合片(PCBN/CC)PCBN或PCBN/CC製造方法與PCD或PCD/CC相似,是以CBN為原料,經高溫高壓製成聚晶立方氮化硼或其複合片(PCBN/CC)。PCBN/CC的性能兼有較好的韌性和較高的硬度及耐磨性,抗彎強度可達1.47GPa,可經多次重磨使用。
PCBN的性能與CBN的粒度、含量及結合劑種類有關,按其組織大致可分為兩大類∶一類是由CBN晶粒直接結合而成,CBN含量多(70%以上),硬度高,適用於耐熱合金、鑄鐵和鐵系燒結金屬的切削加工;另一類是以CBN晶粒為主體,通過陶瓷結合劑(主要有TiN、TiC、TiCN、AlN、Al2O3等)燒結而成,這類PCBN中CBN含量少(70%以下),硬度低,適用於淬硬鋼的切削加工。
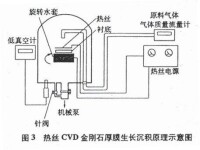
PCD、PCBN和人工合成單晶金剛石均是在高溫高壓下合成的,而CVD金剛石是在低壓下合成的
CVD金剛石有兩種形式∶CVD薄膜塗層(CD)和CVD厚膜(TFD)。
CD是用CVD工藝,在硬質合金基體(常用K類合金)上沉積一層厚度約10-30微米,由多晶組成的膜狀金剛石而成。因基體易於製成複雜形狀,故適用於幾何形狀複雜的刀具。據報道,美國和日本等國家已相繼推出了CD的絲錐、鑽頭、立銑刀和帶斷屑槽的可轉位刀片(如瑞典Sandvik公司的CD1810和美國Kennametal公司的KCD25牌號)等產品,用於有色金屬和非金屬材料的高速精密加工,刀具壽命比未塗層的硬質合金刀具提高近十倍,有些甚至數十倍。
TFD有很好的綜合性能,它沒有天然金剛石各向異性的缺點,由於不用金屬結合劑,雜質含量低,純度接近100%,故硬度和熱導率比PCD更高,摩擦因數更小,化學穩定性更好,可採用比PCD刀具更高的切削速度,韌性和強度則稍低於PCD。外國已有TFD的商品供應。TFD未來可取代昂貴的天然金剛石刀具或PCD金剛石刀具。
電鍍金剛石或電鍍CBN
電鍍金剛石或電鍍CBN是以金屬鎳和鈷等作結合劑,利用電鍍工藝把金剛石或CBN的細小顆粒包鑲在一定尺寸和幾何形狀的刀具基體表面,再經適當修磨製成。此法製造工藝簡單,只需要電鍍設備即可。例如,鄭州磨料磨具磨削研究所和山東蓬萊金剛石工具廠等生產的電鍍金剛石或電鍍CBN鉸刀屬於這類刀具。使用表明,用其可成功地加工尺寸精度和幾何形狀精度都小於2Mm、表面粗糙度達Ra0.2-0.1微米的孔。例如,廣泛用於液壓隨動系統和燃油系統精密偶件的閥孔,目前生產上最終工序大多以這種鉸刀加工。
金剛石具有極高的硬度和耐磨性,其顯微硬度可達10000HV,是刀具材料中最硬的材料。同時它的摩擦係數小,與非鐵金屬無親和力,切屑易流出,熱導率高,切削時不易產生積屑瘤,加工表面質量好。能有效地加工非鐵金屬材料和非金屬材料,如銅、鋁等有色金屬及其合金、陶瓷、末燒結的硬質合金、各種纖維和顆粒加強的複合材料、塑料、橡膠、石墨、玻璃和各種耐磨的木材(尤其是實心木和膠合板等複合材料)。
CBN的硬度僅次於金剛石(可達8000HV~9000HV),並且熱穩定性高(達1250℃~1350℃),對鐵族元素化學惰性大,抗粘結能力強,而且用金剛石砂輪即可磨削開刃,故適於加工各種淬硬鋼、熱噴塗材料、冷硬鑄鐵和35HRC以上的鈷基和鎳基等難切削材料。
超硬刀具材料是一種先進的刀具材料,在生產中有著廣闊的應用前景。人造超硬刀具材料,目前單晶的向粗顆粒、高強度、多功能方向發展。美國GE公司現可工業生產出6克拉重的人造金剛石(約10mm),最大顆粒達11.14克拉重。PCD則向大直徑、細粒度、高抗衝擊、高熱穩定性方向發展。
PCD應用前景
PCD最大直徑已可達74mm,然後用激光切割成所需的任何形狀。PCD顆粒的商品尺寸為2μm~25μm;顆粒越細,切削刃的質量越好;顆粒越大,刀具使用壽命越長。DeBeers公司生產的PCBN產品,最大直徑為101.6mm,可加工70HRC的高硬度材料。此外,據英國專利介紹,英國還研製出一種在PCD和PCBN刀片外表面上用CVD法沉積一層鎳、銅、鈦、鈷、鉻、鉭的混合物,以及氮化鈦或碳化鈦的防護塗層,其耐磨性可比普通PCD和PCBN刀片高4倍。
CVD應用前景
CVD金剛石薄膜和厚膜是近幾年新研製出的功能性材料,儘管至今生產還未形成規模,但因其性能優異,有著廣泛的用途。
天然和人工合成的單晶金剛石,以及PCD和TFD之間存在著相互交叉的應用領域,它們在一定程度上能相互補充,須根據不同具體情況,特別是性能價格比加以選用。預計在新世紀,超硬刀具材料CBN和金剛石將得到更多的應用,可能會發現製造出嶄新的刀具材料的品種,具有更優異的性能。據Lellond公司介紹,他們開發了一種由陶瓷+CBN的超硬複合材料,它兼有陶瓷和CBN兩種材料的優點,是高速加工高硬耐磨鑄鐵的理想材料。又如,用石墨原料合成的金剛石聚晶體,而當今的金剛石為C12,已有研究,同位素C13和C60則更為堅硬。前幾年,武漢大學研製出一種C3N4/TiN薄膜,亦具有超硬材料性質,用其塗覆在高速鋼鑽頭上,可使鑽頭壽命大大提高。可以預料,今後隨著各種新型難切削材料應用的增多,必將促進超硬刀具材料進一步的發展與應用。
基本信息
- 中文名
- 超硬刀具材料
- 類型
- 人造金剛石和CBN
- 特點
- 與天然金剛石的硬度、性能相近
- 優勢
- 工效高、使用壽命長等特點
- 概述
- 國外中國發展對比
- 領域
- 材料科學