模具配件
模具配件
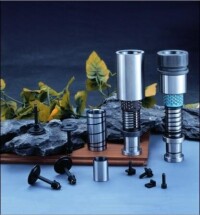
單節射梢、雙節射梢、雙節射梢、扁梢、扁梢、定位柱、塑膠模導套、直套、中柱套、塑膠模導套、直套、中托套、定位柱、方型輔助器、立體定位塊組導位輔助器、A、B、C型灌嘴、固定圈A、B型、標準型機械式開關器、方型輔助器、小水口標準特殊注口襯套、大水口標準特殊注口襯套、模具日期指示裝置、樹脂開關器、止水栓、塑膠模具用成品梢、筆心、筆管、小拉杆C型、斜撐梢、拉料梢、塑膠模導柱、拉杆、回針、彈簧、頂針、司筒、垃圾釘等。
H型直身沖頭、A型二級沖頭、刃口成型沖頭、K型抽芽沖頭、B型引導沖頭、A型子母沖頭、凸模、凹模、襯套、高速鋼圓棒、超微粒子鎢鋼圓棒、粉末高速鋼圓棒、浮升銷、浮料銷、止付螺絲、定位銷(固定銷)、等高套筒、導柱、導套、精密級鍍鉻導柱、精密級銅鈦合金導套、自潤滑導套、內導柱組件、模座用滑動導柱組件、模座用滾珠導柱組件、可拆解滾珠導柱組件、外導柱組件、鋼珠套(保持架)、獨立導柱、六角螺絲、等高螺絲等。
導向軸支座、固定環、直線軸承、滾珠導向軸、無油襯套、單軸機器人·驅動器、直線導軌、線性滑軌·電纜保護鏈、滾珠絲杠·支座組件、梯形絲杠·滑動絲杠、、轉軸、軸承座·軸承、懸臂銷·鉸鏈銷·支點用台階螺絲、、聯軸器·馬達、同步帶輪·惰輪、同步齒形帶、免鍵襯套、平皮帶、圓皮帶、滑輪、惰輪、滾輪·傳送類零件、齒輪、鏈輪·鏈條、輸送機、定位銷·夾具用襯套、定位零件、滑台、鏡頭·LED照明器·檢查立座、感測器·開關類、探針、支柱·支座·支柱固定夾、検査夾具·肘夾、圓棒材·六角型材·管材·樹脂棒材、透明樹脂·玻璃?工程塑料板、鈑金加工產品·板材加工產品、墊圈·軸環·墊片、螺絲·墊圈·螺帽、小零件/磁鐵、彈簧·緩衝器·氮氣彈簧、聚氨酯·橡膠·海綿·氈布、防震·隔音·靜電·安全保護、歧管塊、管·管接頭·軟管·閥、管·接頭·吸附零件·噴嘴、氣缸相關零件·連接類零件、加熱器·溫度調節相關、隔熱板、鋁合金型材·型材&支架、鋁合金型材用附件·高效顆粒過濾器、工廠型材·管型材、面板?平板、腳輪·調整塊、把手·手輪·旋鈕、拉手·鉸鏈·門部件、角材·型鋼、角座·加強筋、安全柵欄·各種門組件·鋁合金型材標準組件等。
模具配件以其精度要求高、質量要求高等屹立於五金配件之首。是熱門的新興產業。
模具配件廣泛應用於各類、塑料模具、衝壓模具、汽車、電氣和航空等製造領域。
1、耐磨性
坯料在模具型腔中塑性變性時,沿型腔表面既流動又滑動,使型腔表面與坯料間產生劇烈的摩擦,從而導致模具因磨損而失效。所以材料的耐磨性是模具最基本、最重要的性能之一。
硬度是影響耐磨性的主要因素。一般情況下,模具零件的硬度越高,磨損量越小,耐磨性也越好。另外,耐磨性還與材料中碳化物的種類、數量、形態、大小及分佈有關。
2、強韌性
3、疲勞斷裂性能
模具工作過程中,在循環應力的長期作用下,往往導致疲勞斷裂。其形式有小能量多次衝擊疲勞斷裂、拉伸疲勞斷裂接觸疲勞斷裂及彎曲疲勞斷裂。模具的疲勞斷裂性能主要取決於其強度、韌性、硬度、以及材料中夾雜物的含量。
4、高溫性能
當模具的工作溫度較高時,會使硬度和強度下降,導致模具早期磨損或產生塑性變形而失效。因此,模具材料應具有較高的抗回火穩定性,以保證模具在工作溫度下,具有較高的硬度和強度。
5、耐冷熱疲勞性能
有些模具在工作過程中處於反覆加熱和冷卻的狀態,使型腔表面受拉、壓力變應力的作用,引起表面龜裂和剝落,增大摩擦力,阻礙塑性變形,降低了尺寸精度,從而導致模具失效。冷熱疲勞是熱作模具失效的主要形式之一,幫這類模具應具有較高的耐冷熱疲勞性能。
6、耐蝕性
有些模具如塑料模在工作時,由於塑料中存在氯、氟等元素,受熱後分解析出HCI、HF等強侵蝕性氣體,侵蝕模具型腔表面,加大其表面粗糙度,加劇磨損失效。
模具製造技術迅速發展,已成為現代製造技術的重要組成部分。如模具的CAD/CAM技術,模具的激光快速成型技術,模具的精密成形技術,模具的超精密加工技術,模具在設計中採用有限元法、邊界元法進行流動、冷卻、傳熱過程的動態模擬技術,模具的CIMS技術,已在開發的模具DNM技術以及數控技術等,幾乎覆蓋了所有現代製造技術。
現代模具製造技術朝著加快信息驅動、提高製造柔性、敏捷化製造及系統化集成的方向發展。

模具配件
從國外的電加工機床來看,不論從性能、工藝指標、智能化、自動化程度都已達到了相當高的水平,國外的新動向是進行電火花銑削加工技術(電火花創成加工技術)的研究開發,這是一種替代傳統的用成型電極加工型腔的新技術,它是用高速旋轉的簡單的管狀電極作三維或二維輪廓加工(像數控銑一樣),因此不再需要製造複雜的成型電極,這顯然是電火花成形加工領域的重大發展。
日本三菱公司推出了EDSCAN8E電火花創成加工機床又有新的進展。該機能進行電極損耗自動補償,在Windows95上為該機開發的專用CAM系統,能與AutoCAD等通用的CAD聯動,並可進行在線精度測量,以保證實現高精度加工。為了確認加工形狀有無異常或殘缺,CAM系統還可實現模擬加工。

模具配件
電火花加工機床的主要問題是輻射騷擾,因為它對安全、環保影響較大,在國際市場越來越重視“綠色”產品的情況下,作為模具加工的主導設備電火花加工機床的“綠色”產品技術,將是今後必須解決的難題。
英、美、德等國及我國一些高等院校和科研院所開發的模具軟體,具有新一代模具CAD/CAM軟體的智能化、集成化、模具可製造性評價等特點。
新一代模具軟體應建立在從模具設計實踐中歸納總結出的大量知識上。這些知識經過了系統化和科學化的整理,以特定的形式存儲在工程知識庫中並能方便地被模具所調用。在智能化軟體的支持下,模具CAD不再是對傳統設計與計算方法的模仿,而是在先進設計理論的指導下,充分運用本領域專家的豐富知識和成功經驗,其設計結果必然具有合理性和先進性。
模具配件
模具可製造性評價功能在新一代模具軟體中的作用十分重要,既要對多方案進行篩選,又要對模具設計過程中的合理性和經濟性進行評估,並為模具設計者提供修改依據。
在新一代模具軟體中,可製造性評價主要包括模具設計與製造費用的估算、模具可裝配性評價、模具零件製造工藝性評價、模具結構及成形性能的評價等。新一代軟體還應有面向裝配的功能,因為模具的功能只有通過其裝配結構才能體現出來。採用面向裝配的設計方法后,模具裝配不再是逐個零件的簡單拼裝,其數據結構既能描述模具的功能,又可定義模具零部件之間相互關係的裝配特徵,實現零部件的關聯,因而能有效保證模具的質量。
1、激光快速成型技術(RPM)發展訊速,我國已達到國際水平,並逐步實現商品化。世界上已經商業化的快速成形工藝主要有SLA(立體光刻)、LOM(分層分體製造)、SLS(選擇性激光燒結)、3D-P(三維印刷)。
清華大學最先引進了美國3D公司的SLA250(立體光刻或稱光敏樹脂激光固化)設備與技術並進行開發研究,經幾年努力,多次改進,完善、推出了“M-RPMS-型多功能快速原型製造系統”(擁有分層實體製造-SSM、熔融擠壓成型-MEM),這是我國自主知識產權的世界唯一擁有兩種快速成形工藝的系統(國家專利),具有較好的性能價格比。

模具配件
我國這項技術與美國的麻省理工學院、日本東京大學、日本東京工業大學相比,在理論研究和實際應用方面均處領先地位,正向著推廣應用方面發展。
3、樹脂衝壓模具首次在國產轎車的試製中得到成功應用。一汽模具製造有限公司設計製造了12套樹脂模具用於全新小紅旗轎車的改型試製,這12套模具分別是行李箱、發動機罩、前後左右翼子板等大型複雜內外覆蓋件的拉延模具,其主要特點是模具型面以CAD/CAM加工的主模型為基準,採用瑞士汽巴精化的高強度樹脂澆注成形,凸凹模間隙採用進口專用蠟片準確控制,模具的尺寸精度高,製造周期可縮短二分之一至三分之二,製造費用可節省1000萬元左右(12套模具)。為我國轎車試製和小批量生產開闢了一條新途徑,屬國內首創。瑞士汽巴精化有關專家認為可達90年代國際水平。

模具配件
模具拋光技術是模具表面工程中的重要組成部分,是模具製造過程中后處理的重要工藝。國內模具拋光至Ra0.05μm的拋光設備、磨具磨料及工藝,可以基本滿足需要,而要拋至Ra0.025μm的鏡面拋光設備、磨具磨料及工藝尚處摸索階段。隨著鏡面注塑模具在生產中的大規模應用,模具拋光技術就成為模具生產的關鍵問題。由於國內拋光工藝技術及材料等方面還存在一定問題,所以如傻瓜相機鏡頭注塑模、CD、VCD光碟及工具透明度要求高的注塑模仍有很大一部分依賴進口。

模具配件
鏡面模具材料不單是化學成分問題,更主要的是冶鍊時要求採用真空脫氣、氬氣保護鑄錠、垂直連鑄連軋、柔鍛等一系列先進工藝,使鏡面模具鋼具內部缺陷少、雜質粒度細、彌散程度高、金屬晶粒度細、均勻度好等一系列優點,以達到拋光至鏡面的模具鋼的要求。

模具配件
1、查看散氣孔處是否有預警性的生鏽或潮濕現象。如果你在熱流道排氣孔附近發現有生鏽或潮濕現象,那就意味著內部冷凝,或是水管有可能破裂。潮濕現象會引發對加熱器致命的短路。如果機器不是全年不休地運行,需要在晚上或是周末關機的話,那麼發生這種凝結現象的幾率就會增加。
2、記住提醒操作員不要把澆口處的熱嘴頭“清理”掉。要是操作員碰巧看到模具水口處有一小片不鏽鋼,有可能是個點水口組件。“清理”掉這個看似是阻礙的東西常常會毀掉熱嘴頭。為了不至於破壞熱嘴,請在採取行動前,確認熱流道系統的嘴頭類型,並確保所有操作員都訓練有素,能識別自己所接觸的不同類型的嘴頭。
3、滑行止扣。對於全年不休運行的機器,這項工作應當每周進行一次。而年末是個很不錯的時機,來給這些零件進行一次例行的潤滑保養。
4、交互校驗加熱器的電阻值。你應該在剛開始使用加熱器的時候,就已經測量過它的電阻值,而年底正是對其再次測量並進行對比的時候。如果電阻值有±10%的浮動,就該考慮替換加熱器,以保證它不會在生產過程的關鍵時刻出現故障。如果從來沒有測量過最初的電阻值,就測量一次,並將所得的數值用作今後檢查該加熱器時的參考數據。

模具配件
6、檢查水流情況。在水路出口處連接一條軟管,讓水通過水管留到桶里。如果流出的水不清澈或是有顏色,就可能有生鏽現象發生,而水流不通暢則意味著某處堵塞。如果發現這些問題,就將所有水管再次鑽穿(或是採取你最常用的任何方法進行清理),以保證暢通。改進工廠的水處理系統能夠防止未來再出現由生鏽和阻塞而引發的各種問題。
7、清洗頂針。經過一年的時間,頂針會由於氣體囤積和膜狀雜質而變得很臟。推薦每隔6~12個月用模具清洗劑好好地清洗一番。清洗乾淨后,再在頂針上塗上一層潤滑劑以防止擦傷或斷裂。
8、查看熱嘴的半徑區域是否有斷口。斷口是由殘留在機器熱嘴裡的鬆散變硬的塑料碎片在向前注塑時受到來自料筒組件的夾持力所造成的。問題的成因也有可能是中心線沒有對準。在發現斷口時,要考慮這兩種可能性。如果所受的破壞已嚴重到不能防止出現花瓣狀泄漏時,就應該及時更換澆口套。
我國模具配件工業不僅規模龐大,而且檔次也越來越豐碩。大型、精密、複雜、長壽命模具為代表的高水平模具比例達到了35%以上,如汽車籠蓋件模具已能出產B級車整車模具;精密模具加工精度已能達到0.5微米;精密級進模具可在2000—2500次/分鐘以上的高速沖床上使用;塑料模精度達到了微米級,適應了IT工業發展的需求;單套重量達120T、直徑達4米的輪胎活絡模具成為最大型的模具等。據模具網CEO、深圳市模具技術學會副秘書長羅百輝分析,從1997年開始,跟著汽車、裝備製造業、家用電器的高速增長,中國海內模具市場的需求開始明顯增長。到2009年,中國模具企業銷售額已突破1000億元,國產衝壓模具、壓鑄模具等約佔總量的80%。很多國外的企業也進入中國市場來分享這塊市場,而且他們的市場力度非常迅猛,速度也非常快,這也得益於中國經濟的高速發展,包括遭受金融危機固然受到了一定影響,但相對影響較小,仍舊保持在15%以上的速度增長,已經進入中國的少量外資模具企業開始出產各種高精大多功能模具。中國模具市場潛力十分巨大,質量好的衝壓模具在汽車整車、IT電子、建材五金等行業供不應求;壓鑄模具在汽車零部件、裝備製造業等行業需求激增;注塑模具在家用電器等行業發展潛力也很大;另外,特種模具也有較大的發展遠景。

基本信息
- 中文名
- 模具配件
- 外文名
- mould parts
- 運用領域
- 塑料模具,衝壓模具,汽車,電器,航空
- 材料
- 高速鋼、軸承鋼、不鏽鋼