共找到2條詞條名為脫硫技術的結果 展開
- 脫硫工藝
- 王祥光編著圖書
脫硫技術
脫硫工藝
目前煙氣脫硫技術種類達幾十種,按脫硫過程是否加水和脫硫產物的乾濕形態,煙氣脫硫分為:濕法、半干法、干法三大類脫硫工藝。濕法脫硫技術較為成熟,效率高,操作簡單。傳統的石灰石/石灰—石膏法煙氣脫硫工藝採用鈣基脫硫劑吸收二氧化硫後生成的亞硫酸鈣、硫酸鈣,由於其溶解度較小,極易在脫硫塔內及管道內形成結垢、堵塞現象。雙鹼法煙氣脫硫技術是為了克服石灰石—石灰法容易結垢的缺點而發展起來的。
近年來,隨著機動車的增多,汽車尾氣已成為主要的大氣污染源,酸雨也因此更加頻繁,嚴重危害到了建築物、土壤和人類的生存環境。因此,世界各國紛紛提出了更高的油品質量標準,進一步限制油品中的硫含量、烯烴含量和苯含量,以更好地保護人類的生存空間。
![脫硫技術[脫硫工藝]](https://i1.twwiki.net/cover/w200/mc/5/mc51ba173802d3a087e94eed6e41aafcc.jpg)
脫硫技術[脫硫工藝]
原油中有數百種含硫烴,目前已驗證並確定結構的就有200餘種,這些含硫烴類在原油加工過程中不同程度地分佈於各餾分油中。
![脫硫技術[脫硫工藝]](https://i1.twwiki.net/cover/w200/m8/d/m8dd733404f3efea8b6742ae84cd54cfc.jpg)
脫硫技術[脫硫工藝]
酸鹼精製是傳統的方法,目前仍有部分煉廠使用。由於酸鹼精製分離出的酸鹼渣難以處理,而且油品損失較大,從長遠來看,此技術必將遭到淘汰。
該法用一定濃度的硫酸、鹽酸等無機酸從石油產品中除去硫醚和噻吩,從而達到脫硫的目的。反應如下所示:
R2S+H2SO4 R2SH++HSO-4
NaOH水溶液可以抽提出部分酸性硫化物,在鹼中加入亞碸、低級醇等極性溶劑或提高鹼的濃度可以提高萃取效率。如用40%的NaOH可除去柴油中60%以上的硫醇及90%的苯硫酚,其中苯硫酚對油品的安定性影響很大。
在酞菁催化劑法中,目前工業上應用較多是聚酞菁鈷(CoPPC)和磺化酞菁鈷(CoSPc)催化劑。此催化劑在鹼性溶液中對油品進行處理,可以除去其中的硫醇。夏道宏認為聚酞菁鈷(CoPPC)和磺化酞菁鈷(CoSPc)在鹼液中的溶解性不好,因而降低了催化劑的利用率,為此合成出了一種水溶性較好的新型催化劑——季銨磺化酞菁鈷(CoQAHPc)n,該催化劑分子內有氧化中心和鹼中心,二者產生的協同作用使該催化劑的活性得到了明顯的提高[1]。此外,金屬螯合劑法和酸性催化劑法都能使有機硫化物轉化成硫化氫,從而有效的去除成品油中的硫化物[2]。
以上這幾種催化法脫硫效率雖然較高,但都存在著催化劑投資大、製備條件苛刻、催化活性組分易流失等缺點。目前煉廠使用此方法的其經濟效益都不是很好,要想大規模的應用催化法脫硫技術,尚需克服一些技術上的問題。
![脫硫技術[脫硫工藝]](https://i1.twwiki.net/cover/w200/m8/f/m8ffac740b9cfad187504ab692b22bc27.jpg)
脫硫技術[脫硫工藝]
催化吸附脫硫技術是使用吸附選擇性較好且可再生的固體吸附劑,通過化學吸附的作用來降低油品中的硫含量。它是一種新出現的、能夠有效脫除FCC汽油中硫化物的方法。與通常的汽油加氫脫硫相比,其投資成本和操作費用可以降低一半以上,且可以從油品中高效地脫除硫、氮、氧化物等雜質,脫硫率可達90%以上,非常適合國內煉油企業的現狀。由於吸附脫硫並不影響汽油的辛烷值和收率,因此這種技術已經引起國內外的高度重視。
Konyukhova[5]等把一些天然沸石(如絲光沸石、鈣十字石、斜發沸石等)酸性活化後用於吸附油品中的乙基硫醇和二甲基硫,ZSM-5和NaX沸石則分別用於對硫醚和硫醇的吸附。Tsybulevskiy[5]研究了X或Y型分子篩進行改性后對油品的催化吸附性能。Wismann[5]考察了活性炭對油品的催化吸附性能。而在這些研究中普遍在著脫硫深度不夠,吸附劑的硫容量較低,脫硫劑的使用周期短,且再生性能不好,因而大大限制了其工業應用。據報道,菲利浦石油公司開發的吸附脫硫技術於2001年應用於258 kt/a的裝置,經處理后的汽油平均硫含量約為30 μg/g,是第一套採用吸附法脫除汽油中硫化物的工業裝置,並準備將這一技術應用於柴油脫硫。
國內的催化吸附脫硫技術尚處於研究階段。徐志達、陳冰等[6]用聚丙烯腈基活性炭纖維(NACF)吸附油品中的硫醇,結果只能把油品中的一部分硫醇脫除。張曉靜等[7]以13X分子篩為吸附劑對FCC汽油的全餾分和重餾分(>90℃)進行了研究,初步結果表明對硫含量為1220 μg/g的汽油的全餾分和重餾分進行精製后,與未精製的輕餾分(<90℃)混合可得到硫含量低於500 μg/g的汽油。張金岳等[8]對負載型活性炭催化吸附脫硫進行了深入的研究。
總之,催化吸附脫硫技術在對油品沒有影響的條件下能有效的脫除油品中的硫化物,且投資費用和操作費用遠遠低於其他(加氫精製、溶劑萃取,催化氧化等)脫硫技術。因此,研究催化吸附脫硫技術具有非常重要的意義。
用金屬氯化物的DMF溶液來處理含硫油品時可使有機硫化物與金屬氯化物之間的電子對相互作用,生成水溶性的絡合物而加以除去。能與有機硫化物生成絡合物的金屬離子非常多,其中以CdCl2的效果最好。下面列舉了不同金屬氯化物與有機硫化物的絡合反應活性順序為:Cd2+>Co2+>Ni2+> Mn2+>Cr3+>Cu2+>Zn2+>Li+>Fe3+。由於絡合法不能脫除油品中的酸性組分,因此在實際應用中經常採用絡合萃取與鹼洗精製相結合的辦法,其脫硫效果非常顯著,且所得油品的安定性好,具有較好的經濟效益。
![脫硫技術[脫硫工藝]](https://i1.twwiki.net/cover/w200/m6/e/m6e2a7398df53c15a2e649e9c9d2acc70.jpg)
脫硫技術[脫硫工藝]
BDS過程是以自然界產生的有氧細菌與有機硫化物發生氧化反應,選擇性氧化使C-S鍵斷裂,將硫原子氧化成硫酸鹽或亞硫酸鹽轉入水相,而DBT的骨架結構氧化成羥基聯苯留在油相,從而達到脫除硫化物的目的。BDS技術從出現至今已發展了幾十年,目前為止仍處於開發研究階段。由於BDS技術有許多優點,它可以與已有的HDS裝置有機組合,不僅可以大幅度地降低生產成本,而且由於有機硫產品的附加值較高,BDS比HDS在經濟上有更強的競爭力。同時BDS還可以與催化吸附脫硫組合,是實現對燃料油深度脫硫的有效方法。因此BDS技術具有廣闊的應用前景,預計在2010年左右將有工業化裝置出現。
氧化脫硫技術
氧化脫硫技術是用氧化劑將噻吩類硫化物氧化成亞碸和碸,再用溶劑抽提的方法將亞碸和碸從油品中脫除,氧化劑經過再生后循環使用。目前的低硫柴油都是通過加氫技術生產的,由於柴油中的二甲基二苯並噻吩結構穩定不易加氫脫硫,為了使油品中的硫含量降到10 μg/g,需要更高的反應壓力和更低的空速,這無疑增加了加氫技術的投資費用和生產成本。而氧化脫硫技術不僅可以滿足對柴油餾分10 μg/g的要求,還可以再分銷網點設置簡便可行的脫硫裝置,是滿足最終銷售油品質量的較好途徑。
ASR-2氧化脫硫技術
ASR-2[12]氧化脫硫技術是由Unipure公司開發的一種新型脫硫技術,此技術具有投資和操作費用低、操作條件緩和、不需要氫源、能耗低、無污染排放、能生產超低硫柴油、裝置建設靈活等優點,為煉油廠和分銷網點提供了一個經濟、可靠的滿足油品硫含量要求的方法。
在實驗過程中,此技術能把柴油中的硫含量由7000 μg/g最終降到5 μg/g。此外該技術還可以用來生產超低硫柴油,來作為油品的調和組分,以滿足油品加工和銷售市場的需要。目前ASR-2技術正在進行中試和工業實驗的設計工作。其工藝流程如下:含硫柴油與氧化劑及催化劑的水相在反應器內混合,在接近常壓和緩和的溫度下將噻吩類含硫化合物氧化成碸;然後將含有待生催化劑和碸的水相與油相分離後送至再生部分,除去碸並再生催化劑;含有碸的油相送至萃取系統,實現碸和油相分離;由水相和油相得到的碸一起送到處理系統,來生產高附加值的化工產品。
儘管ASR-2脫硫技術已進行了多年的研究,但一直沒有得到工業應用,主要是由於催化劑的再生循環、氧化物的脫除等一些技術問題還沒有解決。ASR-2技術可以使柴油產品的硫含量達到5 μg/g,與加氫處理技術柴油產品的硫含量分別為30 μg/g和15 μg/g時相比,硫含量和總處理費用要少的多。因此,如果一些技術性問題能夠很好地解決,那麼ASR-2氧化脫硫技術將具有十分廣闊的市場前景。
超聲波氧化脫硫技術
超聲波氧化脫硫(SulphCo)[13]技術是由USC和SulphCo公司聯合開發的新型脫硫技術。此技術的化學原理與ASR-2技術基本相同,不同之處是SulphCo技術採用了超聲波反應器,強化了反應過程,使脫硫效果更加理想。其流程描述為:原料與含有氧化劑和催化劑的水相在反應器內混合,在超聲波的作用下,小氣泡迅速的產生和破滅,從而使油相與水相劇烈混合,在短時間內超聲波還可以使混合物料內的局部溫度和壓力迅速升高,且在混合物料內產生過氧化氫,參與硫化物的反應;經溶劑萃取脫除碸和硫酸鹽,溶劑再生后循環使用,碸和硫酸鹽可以生產其他化工產品。
SulphCo在完成實驗室工作后,又進行了中試放大實驗,取得了令人滿意的效果,即不同硫含量的柴油經過氧化脫硫技術后硫含量均能降低到10 μg/g以下。目前Bechtel公司正在著手SulphCo技術的工業試驗。
光、等離子體脫硫技術
日本污染和資源國家研究院、德國Tubingen大學等單位研究用紫外光照射及等離子體技術脫硫。其機理是:二硫化物是通過S-S鍵斷裂形成自由基,硫醚和硫醇分別是C-S和S-H鍵斷裂形成自由基,並按下列方式進行反應:
無氧化劑條件下的反應:
CH3S- + -CH3 CH4+CH2 ==== S
CH3S- + CH3CH2R CH3SH+CH2 ==== SCH2R
CH3S- + CH3S- CH3SSCH3
CH3S- + CH2 ==== S CH3SCH2S- -CH3 CH3SCH2SCH3
有氧化劑條件下的反應:
CH3S- + O2 CH3SOO- RH CH3SOOH + R-
SO3+ -CH3
CH3SOOH Rr CH3SO- + -OH
CH3SO- + RH CH3SOH + R-
3CH3SOOH CH3SOOSCH3 + CH3SO3H
此技術以各類有機硫化物和含粗汽油為對象,根據不同的分子結構,通過以上幾種方式進行反應,產物有烷烴、烯烴、芳烴以及硫化物或元素硫,其脫硫率可達20%~80%。若在照射的同時通入空氣,可使脫硫率提高到60%~100%,並將硫轉化成SO3、SO2或硫磺,水洗即可除去。
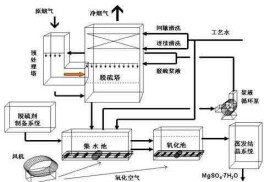
高效霧化脫硫除塵技術
高效霧化脫硫除塵技術主要通過研究煙塵及二氧化硫等有害物質的化學成分與物流運動特性,利用流體力學、空氣動力學、化學、機械學等,集實心噴霧技術、霧化洗滌技術、凝聚霧化技術、衝擊湍流技術、過濾吸收技術、除霧分離技術等高科技於一體的多科學、多工藝的環保技術,該技術的主要特點是它具有使用壽命長,高效低阻節能,佔地小,造價低,運行費用低,維修率低,管理方便,灰水閉路循環,無二次廢水及揚塵污染。煙塵經處理后各項指標低於國家環境保護排放標準,符合國家鼓勵發展(高效、耐用、低阻、低費用)環保產業政策,實現了高效除塵、脫硫、脫氮、除霧一體化同時完成的大氣污染控制凈化目的。對減輕酸雨、二氧化硫、氮氧化物、氟化物、粉塵、可吸入懸浮微粒等有害物質,改善大氣環境質量有很大的環境效益、社會效益、與經濟效益,也有很好的市場前景。
工藝流程為含塵氣體首先進入高效實心噴霧洗滌室,煙氣經鹼性溶液冷卻降溫達到飽和狀態,大顆粒粉塵及二氧化硫首先被吸收,繼而煙氣、水霧、粉塵三相氣流由於質量的差異、以不同的慣性互相傳質並同時進入高效凝聚霧化洗滌室進行收縮、急聚、擴散等運動作用后第二次被脫硫與除塵,隨後煙氣、水霧。粉塵三相氣流以一定速度衝擊裝有鹼性溶液的高效循環流化過濾室通過充分衝出、湍流、攪拌、過濾、傳質等運動機理后第三次被脫硫與除塵,此時比較潔凈的煙氣一切向或蝸殼走向進入高效上穩旋流逆傳質洗滌室通過由上往下的鹼性液膜與液霧產生逆向傳質運動最後一次脫硫除塵,凈化后的潔凈通過切向或蝸殼走向進入高效下穩旋流脫水除霧室進行氣水分離處理后,由引風機送到煙囪排向高空。而灰水則分別從高效實心噴霧洗滌室、高效循環流化過濾室、高效上穩旋流逆傳質洗滌室底部的自動溢流水封出灰口排向循環池經鹼性水中和沉澱處理、鹼性廢水回收供脫硫除塵器使用,潔凈誰從高效下穩旋流脫水除霧室底部的排水口流出,同時完成了消煙、脫硫、脫氮、除塵、脫水、除霧的全過程。
技術優勢: 1集消煙、脫硫、脫氮、除塵、脫水一體化同時完成的技術設計,結構簡單緊湊、工藝流程合理,內部不易結垢堵塞,煙氣不帶水設計; 2設備內部有效面積使用率達100%設計,用煙塵在整個凈化過程中全部完全溶於鹼性水溶液,達到高效傳質的效果; 3應用高效外濺噴射霧化設計,設備內部無易損件設計,保證最高效的脫硫與除塵; 4構成煙氣與鹼性溶液最充分的傳質過程、以保證達到最高效的脫硫與除塵; 5製造材料可選用天然耐磨蝕的花崗石製成,解決了環保設備長期以來不耐磨、不抗腐蝕、壽命短等缺點; 6保證一定的液氣化、穩定的二氧化硫吸收速率、控制ph值在10左右25%的稀鹼液作為二氧化硫吸收劑。不易揮發、損失小,實現脫硫效率高、效果穩定,還有效地解決了設備內部積灰、結垢問題; 7設備內部暢通的煙氣通道設計、煙氣走向沒有死角,降低煙氣熱態阻力,保證設計工況下的效果,不影響鍋爐等燃燒設備的運行; 8簡易高效的循環雙鹼法脫硫原理,充分利用了工廠生產的廢鹼液、以廢治廢、綜合利用、降低運行成本、鹼性水閉路循環使用、廢水利用率100%、實現無二次廢水污染排放
汽油和柴油的低硫化大大減輕了環境污染,特別是各國對燃料油低硫化政策已達成共識。但是在燃料油低硫化的進程中,出現了人們未曾預料到的負面效應,主要表現為:
潤滑性能下降,設備的磨損加大
1991年,瑞典在使用硫含量為0.00%的柴油時,發現燃料泵產生的燒結和磨損甚至比普通柴油的磨損還要嚴重。日本也對不同硫含量的柴油作了台架試驗,結果也確認了柴油潤滑性能下降的問題。其主要原因是在脫硫的同時把存在於油品中具有潤滑性能的天然極性化合物也脫除了,從而導致潤滑性能下降,設備的磨損加大。
柴油安定性變差,油品色相惡化
當柴油的硫含量降到0.05%以下時,過氧化物的增加會加速膠狀物和沉澱物的生成,影響設備的正常運轉,並導致排氣惡化。其主要原因是由於原本存在於柴油中的天然抗氧化組分在脫硫時也被脫除掉了。同時隨著柴油中硫含量的降低,油品的顏色變深,給人以惡感。
鑒於石油產品在生產和生活中的廣泛應用,脫除其中危害性的硫是非常重要的。目前工業上使用的非加氫脫硫方法有酸鹼精製、溶劑萃取和吸附脫硫,而這幾種脫硫方法都存在著缺陷和不足。其中酸鹼精製有大量的廢酸廢鹼液產生,會造成嚴重的環境污染;溶劑萃取脫硫過程能耗大,油品收率低;吸附法中吸附劑的吸附量小,且需經常再生。其它的非加氫脫硫技術還處在試驗階段,其中生物脫硫、氧化脫硫和光及等離子體脫硫的應用前景十分誘人,可能是實現未來清潔燃料油生產的有效方法。由於降低燃料油中的硫含量、減少大氣污染是一個複雜的過程,因此實施時應考慮各種因素,提高技術的可靠性,以取得最佳的經濟效益和環保效益。
石灰(石)— 石膏工藝濕法脫硫技術
石灰(石)——石膏FGD是目前國內市場的主流脫硫技術,其核心技術已經為國內多數公司成功運用。
![脫硫技術[脫硫工藝]](https://i1.twwiki.net/cover/w200/mb/c/mbcd99a5b8d68551b67c454cb0366cc86.jpg)
脫硫技術[脫硫工藝]
[1]夏道宏,蘇貽勛等。國內外輕質油品脫臭催化劑研究進展[J].石油大學學報,1995,9⑶:102~109
[2] 楊洪雲,趙德智等。油品脫硫工藝技術及其發展趨勢[J].石油化工高等學校學報,2001,14⑶:26~31
[3]夏道宏,蘇貽勛等。汽油中硫醇的分離及結構、組成分析[J].煉油設計,1995,25⑴:46~49
[4] 郭榮華。甲醇-鹼液複合溶劑萃取法提高催化裂化柴油安定性的研究[J].煉油設計,1999,29⑹:23~25
[5] 李成岳,張金昌等。汽油和柴油脫技術進展[J].石化技術與應用,2002,20⑸:293~295
[6] 徐志達,陳冰等。活性炭纖維用於汽油脫硫醇的研究(Ⅱ)動態吸附[J].石油煉製與化工,2000,31⑸:42~45
[7] 張曉靜,秦如意等。催化裂化汽油吸附脫硫工藝研究[J].煉油設計,2001,31⑹:44~47
[8] 張金昌,王艷輝等。負載活性炭催化脫除油品中硫化物的研究[J].石化技術與應用,2002,20⑶:149~151
[9] 祝良富,王月霞。清潔燃料油及生產新工藝[J].天然氣與石油,2001,19⑷:25~29