木活字印刷術
木活字印刷術
據《夢溪筆談》載,畢昇曾試驗以木為原料製作活字,因木字木紋疏密不一遇水后易膨漲變形,與粘葯固結后不易去下效果不佳,而未成功,畢昇才改木為泥發明用泥製作活字。公元1041~1048年,畢昇終於成功地發明了泥活字印刷,提高了印刷的效率。但是,他的發明並未受到當時統治者和社會的重視,活字印刷術仍然沒有得到推廣。但是他發明的活字印刷技術,卻流傳下去了。
概述
我國現存最早的木活字印本《吉祥遍至口和本續》(西夏文佛經)於1991年在寧夏賀蘭山腹地考古時被發現,印本為9冊蝴蝶裝本,共220頁,10萬字,印以當地造白麻紙(見圖1)。每半頁版框直高23.6cm,橫寬15.5cm,四周雙邊,白口,無魚尾,有頁碼,此本內有漢文數字"四"、"廿七"等字倒置。經考古學家研究確認它是西夏王朝(公元1038年--公元1227年)時期的木活字作品。《吉祥遍至口和本續》的出土為驗證當時木活字印刷已研製成功提供了實物證據。西夏王朝與宋朝(公元960年--公元1279年)在歷史上幾乎同時存在,當時北宋在科技(包括造紙術、制墨技術)、教育、文化藝術等方面取得了空前的成就,因而對書籍的需求量大增,從而推動了宋代印刷業的繁榮發展,史料記載有西夏建國初期曾大量從北宋購買書籍,後來才逐步建立自己的雕版印刷業。所以專家認為西夏的木活字印品應當是用從宋代流傳過去的木活字印刷術印刷的,木活字印刷術可能在宋代已經存在了。
現存最早的木活字本《吉祥遍至口和本續》
(《中國金屬活字印刷技術史》,潘吉星著,2001年1月)
俄羅斯聖彼得堡東方研究所收藏的1909年在黑水城發現的西夏文獻中,也有木活字印本,如《三代相照言集文》即是,年代為12-13世紀。《三代相照言集文》是非宗教著作,共41頁(82面),蝴蝶裝,每面紙高24,寬15.5,版框高17,寬11.5,四周雙邊,每面17行,每行16字,白,版心有西夏文及漢文字碼。俄藏另一本西夏文印本《德行集》也是木活字本。
雖然宋代漢文木活字本較少發現,但西夏文木活字本的出土,補充了這一時期中國木活字印刷實物資料。
概述
活字印刷技術流傳到了元代,有一位農學家叫王禎(1271~1368年,字伯善,山東東平人),做過幾任縣官,他留下一部總結古代農業生產經驗的著作--《農書》。王禎關於木活字的刻字、修字、選字、排字、印刷等方法寫了詳細的總結,題為"造活字印書法"於《農書》雕版印本的後面公布了。元成宗大德二年(1298年),他在安徽旌德請工匠刻木活字3 萬多個,試印了6萬多字的《旌德縣誌》不到一個月就印了一百部,可見效率之高(見圖2)。
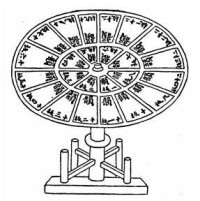
王楨發明的轉輪排字盤
木活字印刷術
(《中國印刷通史》,張樹棟、龐多益、鄭如斯等著)
王禎發明的木活字印刷的主要方法是:在木板上刻好陽文反字之後,鋸成單字,用刀修齊,統一大小高低,然後排字,行間隔以竹片,排滿一版框,用小竹片墊平並塞緊后塗墨鋪紙刷印。
王禎是我國歷史上著名的發明家,不僅創製了木活字,而且還規定了木活字的規格,發明了由"以人就字"改為"以字就人"的轉輪排字盤,用於排放活字字模。字盤為圓盤狀,分為若干格,活字字模依韻排列在格內。下有立軸支承,立軸固定在底座上。排版時兩人合作,一人讀稿,一人則轉動字盤,方便地取出所需要的字模排入版內。印刷完畢后,將字模逐個還原在格內。轉輪排字盤的發明既提高了排字效率,又減輕了排字工的體力勞動,是排字技術上的一個創舉(見圖3)。

木活字印刷術
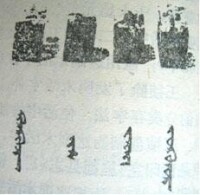
由於王禎木活字排版技術的諸多優點,在至治二年(公元1322年),當時任奉化知州的馬稱德也按照王禎的方法,"鏤活字板至十萬字",用這幅活字排印了《大學衍義》等書,僅《大學衍義》共四十三卷,二十冊,其製作活字的數量和印書的規模都大大超過了王禎。可惜馬稱德所印的書和王禎所印的《旌德縣誌》都未能流傳下來,但是元代的木活字印刷術很快流傳到少數民族地區。法國人伯希和曾在敦煌發現並盜走元代的維吾爾文木活字幾百個,現存在北京歷史博物館的只有幾個維文木活字(見圖4)。
木活字印刷術
(《中國金屬活字印刷技術史》,潘吉星著,2001年1月)
概述
明代之後,木活字印刷逐漸發展起來。明代的木活字本較多,不論是藩府還是民間的書院、私人均曾用木活字版印書,遍及成都、南京、江蘇、浙江、福建、江西、雲南等地,多採用宋元傳統技術。
文獻
明正德五年(公元1510年)印刷的黃希武編《古文會編》,嘉靖十六年(公元1536年)錢番編的《續古文會編》五卷,嘉靖二十一年(公元1541年)印刷的蘇轍《欒城集》八十四卷,萬曆二年(公元1574年)《辨惑篇》,萬曆十四年(1586年)的《唐詩類苑》、《世廟識余錄》等都是木活字的印本。明代末年還出現了用木活字排印的《邸報》。
概述
在清代,木活字技術由於得到政府的支持,獲得空前的發展。清代初期的活字印本有順治年間的《義門鄭氏道山集》;康熙年間晉江施琅《靖海記》一卷;雍正三年(公元1725年)武水陳唐重訂本宋陳師道《後山居士詩集》六卷、正集目錄一卷、後山先生逸詩五卷、逸詩目錄一卷等。大規模用木活字印書則始於乾隆年間《英武殿聚珍版叢書》的發行。
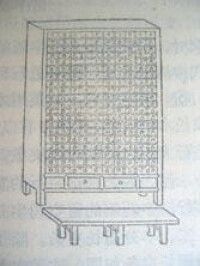
從乾隆三十八年(公元1736年)開始,武英殿進行了一次大規模的木活字印刷。經過三年的工作,共刻制了大、小兩幅活字,共計25萬多個,並試印了30餘種書籍。在取得經驗的基礎上,正式印刷了《四庫全書》及其它經典著作,幾乎包括了經、史、子、集等歷代的重要著作,其印刷圖書的數量,超過了歷史上任何一次印刷。由於乾隆皇帝為木活字版取了"聚珍版"的雅名,因此,這次印刷的書籍統稱為《武英殿聚珍版叢書》。印製該書共刻成大小棗木木活字253500個,印成《英武殿聚珍版叢書》134種,2389卷(見圖5)。
5 武英殿殿聚珍版木活字全貌及字體
(《中國金屬活字印刷技術史》,潘吉星著,2001年1月)
然而最值得一提的是清代對木活字印刷工藝的改革。乾隆四十二年(公元1740年),武英殿出版印刷了一本《欽定武英殿聚珍版程式》。詳細記載了這次木活字印刷的情況,是我國古代印刷史上唯一的一本專門介紹印刷技術的書,是研究印刷史的十分寶貴的資料。這本書是由當時主持武英殿編印工作的金簡組織編寫、由乾隆皇帝親自批准印刷的。在書的前面,有乾隆為該書寫的序和詩,對木活字印刷給以很高的評價。出版這本書的目的,是要把武英殿的木活字印刷作為一種規範推廣到各地。該書的奏議部分涉及到有關《武英殿聚珍版叢書》木活字印刷的具體情況,包括為什麼要使用木活字排版而不用木雕版;應該刻制木活字的最低數量;刻制木活字及排版設備的成本、製造工藝;從刻字、排版到印刷等人力的配備等,這些問題都是其它史料中很少涉及到的。
從《欽定武英殿聚珍版程式》一書中還可看出,金簡在木活字排版工藝方面作了很大改進:他實行明確的分工,按工序順序作業,保持合理的生產進度,使存儲一定數量的活字能滿足不間斷的循環生產;同時他還推行一種交叉作業法,更有利於活字的周轉。從書中列出的"十日作業進度表"中我們可以了解到武英殿的生產能力:當時平均每日排版12塊,印刷12塊,十日可印刷120版,有揀字、擺版、校對、刻字、印刷等人員共約52人。這在當時的條件下,生產效率是非常高的。
木活字印刷術
武英殿共設十二個字櫃,按十二地支順序排列,根據推算可存19,000多個字頭。活字的存放順序是按照《康熙字典》的檢索方法,即按偏旁部首順序和筆畫順序排列。為了查找方便,在每個抽屜外面,都貼上所存的字樣。對於少數生僻字,則另設一小櫃放於各櫃之內。這是繼王禎的轉輪排字盤后又一新型的排字設備。所以金簡是繼王禎之後又一位對印刷技術作出貢獻的人。
概述
隨著人類的進步和現代科學技術的突飛猛進,傳統的印刷技術大都已經淡出歷史舞台,只有瑞安現在還在傳承使用古老的木活字印刷技術,作為中國活字印刷術的代表,已經成為人類非物質文化遺產的一大發現。
瑞安木活字印刷技術傳承歷史
