塑料焊接機
塑料焊接機
理徠論研究表明,在振幅相同的條件下,一個物體振動的能量與振動頻率成正比,超聲波在介質中傳播時,介質質點振動的頻率很高,因而能量很大。在我國北方乾燥的冬季,如果把超聲波通入水罐中,劇烈的振動會使罐中的水破碎成許多小霧滴,再用小風扇把霧滴吹入室內,就可以增加室內空氣濕度。這就是超聲波加濕器的原理。對於咽喉炎。氣管炎等疾病,藥品很難流到患病的部位。利用加濕器的原理,把藥液霧化,讓病人吸入,能夠療效。利用超聲波巨大的能量還可以使人體內的結石做劇烈的受迫振動而破碎。
塑料產品的超聲波焊接線設計
超聲波是指振動頻率大於20KHz以上的,其每秒的振動次數(頻率)甚高,超出了人耳聽覺的上限(20000Hz),人們將這種聽不見的聲波叫做超聲波。超聲和可聞聲本質上是一致的,它們的共同點都是一種機械振動,通常以縱波的方式在彈性介質內會傳播,是一種能量的傳播形式,其不同點是超聲頻率高,波長短,在一定距離內沿直線傳播具有良好的束射性和方向性,腹部超聲成象所用的頻率範圍在 2∽5MHz之間,常用為3∽3.5MHz(每秒振動1次為1Hz,1MHz=10^6Hz,即每秒振動100萬次,可聞波的頻率在16-20,000HZ 之間)。
頻率:F≥20KHz;功率密度:p=發射功率(W)/發射面積(cm2);通常p≥0.3w/cm2; 在液體中傳播的超聲波能對物體表面的污物進行清洗,其原理可用“空化”現象來解釋:超聲波振動在液體中傳播的音波壓強達到一個大氣壓時,其功率密度為0.35w/cm2,這時超聲波的音波壓強峰值就可達到真空或負壓,但實際上無負壓存在,因此在液體中產生一個很大的壓力,將液體分子拉裂成空洞一空化核。此空洞非常接近真空,它在超聲波壓強反向達到最大時破裂,由於破裂而產生的強烈衝擊將物體表面的污物撞擊下來。這種由無數細小的空化氣泡破裂而產生的衝擊波現象稱為“空化”現象。
玻璃零件。玻璃和陶瓷製品的除垢是件麻煩事,如果把這些物品放入清洗液中,再通入超聲波,清洗液的劇烈振動衝擊物品上的污垢,能夠很快清洗乾淨.
雖然說人類聽不出超聲波,但不少動物卻有此本領。它們可以利用超聲波“導航”、追捕食物,或避開危險物。大家可能看到過夏天的夜晚有許多蝙蝠在庭院里來回飛翔,它們為什麼在沒有光亮的情況下飛翔而不會迷失方向呢?原因就是蝙蝠能發出2~10萬赫茲的超聲波,這好比是一座活動的“雷達站”。蝙蝠正是利用這種“雷達”判斷飛行前方是昆蟲,或是障礙物的。而雷達的質量有幾十,幾百,幾千千克,,而在一些重要性能上的精確度。抗干擾能力等,蝙蝠遠優與現代無線電定位器。深入研究動物身上各種器官的功能和構造,將獲得的知識用來改進現有的設備,這是近幾十年來發展起來的一門新學科,叫做仿生學.
我們人類直到第一次世界大戰才學會利用超聲波,這就是利用“聲納”的原理來探測水中目標及其狀態,如潛艇的位置等。此時人們向水中發出一系列不同頻率的超聲波,然後記錄與處理反射回聲,從回聲的特徵我們便可以估計出探測物的距離、形態及其動態改變。醫學上最早利用超聲波是在1942年,奧地利醫生杜西克首次用超聲技術掃描腦部結構;以後到了60年代醫生們開始將超聲波應用於腹部器官的探測。如今超聲波掃描技術已成為現代醫學診斷不可缺少的工具。
醫學超聲波檢查的工作原理與聲納有一定的相似性,即將超聲波發射到人體內,當它在體內遇到界面時會發生反射及折射,並且在人體組織中可能被吸收而衰減。因為人體各種組織的形態與結構是不相同的,因此其反射與折射以及吸收超聲波的程度也就不同,醫生們正是通過儀器所反映出的波型、曲線,或影象的特徵來辨別它們。此外再結合解剖學知識、正常與病理的改變,便可診斷所檢查的器官是否有病。
醫生們應用的超聲診斷方法有不同的形式,可分為A型、B型、M型及D型四大類。
A型:是以波形來顯示組織特徵的方法,主要用於測量器官的徑線,以判定其大小。可用來鑒別病變組織的一些物理特性,如實質性、液體或是氣體是否存在等。
B型:用平面圖形的形式來顯示被探查組織的具體情況。檢查時,首先將人體界面的反射信號轉變為強弱不同的光點,這些光點可通過熒光屏顯現出來,這種方法直觀性好,重複性強,可供前後對比,所以廣泛用於婦產科、泌尿、消化及心血管等系統疾病的診斷。
M型:是用於觀察活動界面時間變化的一種方法。最適用於檢查心臟的活動情況,其曲線的動態改變稱為超聲心動圖,可以用來觀察心臟各層結構的位置、活動狀態、結構的狀況等,多用於輔助心臟及大血管疫病的診斷。
D型:是專門用來檢測血液流動和器官活動的一種超聲診斷方法,又稱為多普勒超聲診斷法。可確定血管是否通暢、管腔有否狹窄、閉塞以及病變部位。新一代的D型超聲波還能定量地測定管腔內血液的流量。近幾年來科學家又發展了彩色編碼多普勒系統,可在超聲心動圖解剖標誌的指示下,以不同顏色顯示血流的方向,色澤的深淺代表血流的流速。還有立體超聲顯象、超聲CT、超聲內窺鏡等超聲技術不斷湧現出來,並且還可以與其他檢查儀器結合使用,使疾病的診斷準確率大大提高。超聲波技術正在醫學界發揮著巨大的作用,隨著科學的進步,它將更加完善,將更好地造福於人類。
研究超聲波的產生、傳播、接收,以及各種超聲效應和應用的聲學分支叫超聲學。產生超聲波的裝置有機械型超聲發生器(例如氣哨、汽笛和液哨等)、利用電磁感應和電磁作用原理製成的電動超聲發生器、以及利用壓電晶體的電致伸縮效應和鐵磁物質的磁致伸縮效應製成的電聲換能器等。
當超聲波在介質中傳播時,由於超聲波與介質的相互作用,使介質發生物理的和化學的變化,從而產生一系列力學的、熱的、電磁的和化學的超聲效應,包括以下4種效應:
超聲波的機械作用可促成液體的乳化、凝膠的液化和固體的分散。當超聲波流體介質中形成駐波時,懸浮在流體中的微小顆粒因受機械力的作用而凝聚在波節處,在空間形成周期性的堆積。超聲波在壓電材料和磁致伸縮材料中傳播時,由於超聲波的機械作用而引起的感生電極化和感生磁化(見電介質物理學和磁致伸縮)。
超聲波作用於液體時可產生大量小氣泡。一個原因是液體內局部出現拉應力而形成負壓,壓強的降低使原來溶於液體的氣體過飽和,而從液體逸出,成為小氣泡。另一原因是強大的拉應力把液體“撕開”成一空洞,稱為空化。空洞內為液體蒸氣或溶於液體的另一種氣體,甚至可能是真空。因空化作用形成的小氣泡會隨周圍介質的振動而不斷運動、長大或突然破滅。破滅時周圍液體突然沖入氣泡而產生高溫、高壓,同時產生激波。與空化作用相伴隨的內摩擦可形成電荷,並在氣泡內因放電而產生髮光現象。在液體中進行超聲處理的技術大多與空化作用有關。
由於超聲波頻率高,能量大,被介質吸收時能產生顯著的熱效應。
超聲波的作用可促使發生或加速某些化學反應。例如純的蒸餾水經超聲處理后產生過氧化氫;溶有氮氣的水經超聲處理后產生亞硝酸;染料的水溶液經超聲處理後會變色或退色。這些現象的發生總與空化作用相伴隨。超聲波還可加速許多化學物質的水解、分解和聚合過程。超聲波對光化學和電化學過程也有明顯影響。各種氨基酸和其他有機物質的水溶液經超聲處理后,特徵吸收光譜帶消失而呈均勻的一般吸收,這表明空化作用使分子結構發生了改變。
超聲效應已廣泛用於實際,主要有如下幾方面:
超聲波的波長比一般聲波要短,具有較好的方向性,而且能透過不透明物質,這一特性已被廣泛用於超聲波探傷、測厚、測距、遙控和超聲成像技術。超聲成像是利用超聲波呈現不透明物內部形象的技術。把從換能器發出的超聲波經聲透鏡聚焦在不透明試樣上,從試樣透出的超聲波攜帶了被照部位的信息(如對聲波的反射、吸收和散射的能力),經聲透鏡匯聚在壓電接收器上,所得電信號輸入放大器,利用掃描系統可把不透明試樣的形象顯示在熒光屏上。上述裝置稱為超聲顯微鏡。超聲成像技術已在醫療檢查方面獲得普遍應用,在微電子器件製造業中用來對大規模集成電路進行檢查,在材料科學中用來顯示合金中不同組分的區域和晶粒間界等。聲全息術是利用超聲波的干涉原理記錄和重現不透明物的立體圖像的聲成像技術,其原理與光波的全息術基本相同,只是記錄手段不同而已(見全息術)。用同一超聲信號源激勵兩個放置在液體中的換能器,它們分別發射兩束相干的超聲波:一束透過被研究的物體后成為物波,另一束作為參考波。物波和參考波在液面上相干疊加形成聲全息圖,用激光束照射聲全息圖,利用激光在聲全息圖上反射時產生的衍射效應而獲得物的重現像,通常用攝像機和電視機作實時觀察。
利用超聲的機械作用、空化作用、熱效應和化學效應,可進行超聲焊接、鑽孔、固體的粉碎、乳化、脫氣、除塵、去鍋垢、清洗、滅菌、促進化學反應和進行生物學研究等,在工礦業、農業、醫療等各個部門獲得了廣泛應用。
超聲波作用於介質后,在介質中產生聲弛豫過程,聲弛豫過程伴隨著能量在分子各自電度間的輸運過程,並在宏觀上表現出對聲波的吸收(見聲波)。通過物質對超聲的吸收規律可探索物質的特性和結構,這方面的研究構成了分子聲學這一聲學分支。普通聲波的波長遠大於固體中的原子間距,在此條件下固體可當作連續介質。但對頻率在1012赫以上的 特超聲波,波長可與固體中的原子間距相比擬,此時必須把固體當作是具有空間周期性的點陣結構。點陣振動的能量是量子化的,稱為聲子(見固體物理學)。特超聲對固體的作用可歸結為特超聲與熱聲子、電子、光子和各種准粒子的相互作用。對固體中特超聲的產生、檢測和傳播規律的研究,以及量子液體液態氦中聲現象的研究構成了近代聲學的新領域
聲波是屬於聲音的類別之一,屬於機械波,聲波是指人耳能感受到的一種縱波,其頻率範圍為16Hz-20KHz。當聲波的頻率低於16Hz時就叫做次聲波,高於20KHz則稱為超聲波聲波。
15K標準超聲波塑焊機是將超聲波通過焊頭傳導至塑料加工零件上,使兩塑料接合面因受超聲波作用而產生劇烈摩擦,摩擦熱使塑料接合面熔化而完成膠合。該技術具有速度快,焊縫牢固等優點,更重要的是可使塑料產品生產加工自動化。超聲波塑料焊接機可進得塑料熔接、埋植、成形、鉚接、點焊、切除、縫合等操作。只要焊頭加以改變即可一機做多種應用。
超聲波具有如下特性:
1)超聲波可在氣體、液體、固體、固熔體等介質中有效傳播。
2)超聲波可傳遞很強的能量。
3)超聲波會產生反射、干涉、疊加和共振現象。
4)超聲波在液體介質中傳播時,可在界面上產生強烈的衝擊和空化現象。
超聲波是聲波大家族中的一員。
聲波是物體機械振動狀態(或能量)的傳播形式。所謂振動是指物質的質點在其平衡位置附近進行的往返運動。譬如,鼓面經敲擊后,它就上下振動,這種振動狀態通過空氣媒質向四面八方傳播,這便是聲波。
超聲波是指振動頻率大於20KHz以上的,人在自然環境下無法聽到和感受到的聲波。
超聲波治療的概念:
超聲治療學是超聲醫學的重要組成部分。超聲治療時將超聲波能量作用於人體病變部位,以達到治療疾患和促進機體康復的目的。
在全球,超聲波廣泛運用於診斷學、治療學、工程學、生物學等領域。賽福瑞家用超聲治療機屬於超聲波治療學的運用範疇。
(一)工程學方面的應用:水下定位與通訊、地下資源勘查等。
(二)生物學方面的應用:剪切大分子、生物工程及處理種子等。
(三)診斷學方面的應用:A型、B型、M型、D型、雙功及彩超等。
(四)治療學方面的應用:理療、治癌、外科、體外碎石、牙科等。
⒈超聲波在傳播時,方向性強,能量易於集中。
⒉超聲波能在各種不同媒質中傳播,且可傳播足夠遠的距離。
⒊超聲與傳聲媒質的相互作用適中,易於攜帶有關傳聲媒質狀態的信息(診斷或對傳聲媒質產生效應。(治療)
超聲波是一種波動形式,它可以作為探測與負載信息的載體或媒介(如B超等用作診斷);超聲波同時又是一種能量形式,當其強度超過一定值時,它就可以通過與傳播超聲波的媒質的相互作用,去影響,改變以致破壞後者的狀態,性質及結構(用作治療)。
自19世紀末到20世紀初,在物理學上發現了壓電效應與反壓電效應之後,人們解決了利用電子學技術產生超聲波的辦法,從此迅速揭開了發展與推廣超聲技術的歷史篇章。
1922年,德國出現了首例超聲波治療的發明專利。
1939年發表了有關超聲波治療取得臨床效果的文獻報道。
40年代末期超聲治療在歐美興起,直到1949年召開的第一次國際醫學超聲波學術會議上,才有了超聲治療方面的論文交流,為超聲治療學的發展奠定了基礎。1956年第二屆國際超聲醫學學術會議上已有許多論文發表,超聲治療進入了實用成熟階段。
國內在超聲治療領域起步稍晚,於20世紀50年代初才只有少數醫院開展超聲治療工作,從1950年首先在北京開始用800KHz頻率的超聲治療機治療多種疾病,至50年代開始逐步推廣,並有了國產儀器。公開的文獻報道始見於1957年。到了70年代有了各型國產超聲治療儀,超聲療法普及到全國各大型醫院。
40多年來,全國各大醫院已積累了相當數量的資料和比較豐富的臨床經驗。特別是20世紀80年代初出現的超聲體外機械波碎石術和超聲外科,是結石症治療史上的重大突破。如今已在國際範圍內推廣應用。高強度聚焦超聲無創外科,已使超聲治療在當代醫療技術中佔據重要位置。而在21世紀(HIFU)超聲聚焦外科已被譽為是21世紀治療腫瘤的最新技術。
超聲在介質中前進時所產生的效應。(超聲在介質中傳播是由反射而產生的機械效應)它可引起機體若干反應。超聲振動可引起組織細胞內物質運動,由於超聲的細微按摩,使細胞漿流動、細胞震蕩、旋轉、摩擦、從而產生細胞按摩的作用,也稱為“內按摩”這是超聲波治療所獨有的特性,可以改變細胞膜的通透性,刺激細胞半透膜的彌散過程,促進新陳代謝、加速血液和淋巴循環、改善細胞缺血缺氧狀態,改善組織營養、改變蛋白合成率、提高再生機能等。使細胞內部結構發生變化,導致細胞的功能變化,使堅硬的結締組織延伸,鬆軟。
超聲波的機械作用可軟化組織,增強滲透,提高代謝,促進血液循環,刺激神經系統和細胞功能,因此具有超聲波獨特的治療意義。
人體組織對超聲能量有比較大的吸收本領,因此當超聲波在人體組織中傳播過程中,其能量不斷地被組織吸收而變成熱量,其結果是組織的自身溫度升高。
產熱過程既是機械能在介質中轉變成熱能的能量轉換過程。即內生熱。超聲溫熱效應可增加血液循環,加速代謝,改善局部組織營養,增強酶活力。一般情況下,超聲波的熱作用以骨和結締組織為顯著,脂肪與血液為最少。
超聲的機械效應和溫熱效應均可促發若干物理化學變化。實踐證明一些理化效應往往是上述效應的繼發效應。TS-C型治療機通過理化效應繼發出下列五大作用:
A.彌散作用:超聲波可以提高生物膜的通透性,超聲波作用后,細胞膜對鉀,鈣離子的通透性發生較強的改變。從而增強生物膜彌散過程,促進物質交換,加速代謝,改善組織營養。
C.空化作用:空化形成,或保持穩定的單向振動,或繼發膨脹以致崩潰,細胞功能改變,細胞內鈣水平增高。成纖維細胞受激活,蛋白合成增加,血管通透性增加,血管形成加速,膠原張力增加。
D.聚合作用與解聚作用:水分子聚合是將多個相同或相似的分子合成一個較大的分子過程。大分子解聚,是將大分子的化學物變成小分子的過程。可使關節內增加水解酶和原酶活性增加。
E.消炎,修復細胞和分子:超聲作用下,可使組織PH值向鹼性方面發展。緩解炎症所伴有的局部酸中毒。超聲可影響血流量,產生致炎症作用,抑制並起到抗炎作用。使白細胞移動,促進血管生成。膠原合成及成熟。促進或抑制損傷的修復和癒合過程。從而達到對受損細胞組織進行清理、激活、修復的過程。
量子聲學。
超聲波還可以進行雷達探測。清洗較為精細的物品,如鐘錶,可以利用超聲波來擊碎病人體內膽結石,還可以利用超聲波測距.
超聲波檢測還用於電阻焊的焊點強度的檢測。
人耳可以聽見的波動,其頻率約在16Hz到20KHz之間,如果”波動〃的頻率高於此範圍,則人類則無法聽見,特稱之為超音波。所謂”波動〃即為物質中的粒子受外力作用時所產生的機械性振湯。例如將懸掛於彈簧下方的物體向下拉使彈簧伸長,然後將物體放開,則該物體受彈簧力的作用,產生一上下往複性的振動,其偏離靜止位置的移動與時間的關係,即為正弦波.
超聲波依其波傳送方向的波動方式可分為縱波,橫波,表面波,藍姆波四種。其在料件中之傳送,根據能量不滅定律,音波在一種物質中傳送,或由一種物質傳入另一種物質時,由於受到衰減,反射及折射的作用,其能量必然愈來愈弱;但是在材料密度較大的部分,音壓卻會增大〈但因音阻抗亦變大,能量仍是減少〉,反之在疏鬆的部分,其音量變大.
夜晚的實驗
義大利科學家斯帕拉捷習慣晚飯後到附近的街道上散步。他常常看到,很多蝙蝠靈活的在空中飛來飛去,卻從不會撞到牆壁上。這個現象引起了他的好奇:蝙蝠憑什麼特殊本領在夜空中自由自在的飛行呢?
1793年夏天,一個晴朗的夜晚,喧騰熱鬧的城市漸漸平靜下來。帕斯拉捷匆匆吃完飯,便走出街頭,把籠子里的蝙蝠放了出去。當他看到放出去的幾隻蝙蝠輕盈敏捷地來回飛翔時,不由得尖叫起來。因為那幾隻蝙蝠,眼睛全被他蒙上了,都是“瞎子”呀。
斯帕拉捷為什麼要把蝙蝠的眼睛蒙起來呢?原來,每當他看到蝙蝠在夜晚自由自在的飛翔時,總認為這些小精靈一定長著一雙特別敏銳的眼睛,就不可能在黑夜中靈巧的多過各種障礙物,並且敏捷的捕捉飛蛾了。然而事實完全出乎他的意料。斯帕拉捷很奇怪:不用眼睛,蝙蝠憑什麼來辨別前方的物體,捕捉靈活的飛蛾呢?
於是,他把蝙蝠的鼻子堵住。結果,蝙蝠在空中還是飛的那麼敏捷、輕鬆。“難道他薄膜似的翅膀,不僅能夠飛翔,而且能在夜間洞察一切嗎?”斯帕拉捷這樣猜想。他又捉來幾隻蝙蝠,用油漆塗滿它們的全身,然而還是沒有影響到它們飛行。
最後,斯帕拉捷堵住蝙蝠的耳朵,把他們放到夜空中。這次,蝙蝠可沒有了先前的神氣。他們像無頭蒼蠅一樣在空中東碰西撞,很快就跌落在地。
啊!蝙蝠在夜間飛行,捕捉食物,原來是靠聽覺來辨別方向、確認目標的!
斯帕拉捷的實驗,揭開了蝙蝠飛行的秘密,促使很多人進一步思考:蝙蝠的耳朵又怎麼能“穿透”黑夜,“聽”到沒有聲音的物體呢?
後來人們繼續研究,終於弄清了其中的奧秘。原來,蝙蝠靠喉嚨發出人耳聽不見的“超聲波”,這種聲音沿著直線傳播,一碰到物體就像光照到鏡子上那樣反射回來。蝙蝠用耳朵接受到這種“超聲波”,就能迅速做出判斷,靈巧的自由飛翔,捕捉食物。
人們利用超聲波來為飛機、輪船導航,尋找地下的寶藏。超聲波就像一位無聲的功臣,廣泛地應用於工業、農業、醫療和軍事等領域。斯帕拉捷怎麼也不會想到,自己的實驗,會給人類帶來如此巨大的恩惠。
應用超聲波可以對熱塑性工件使用熔接、鉚焊、成形焊或點焊等多種方法進行焊接。超聲波焊接設備既可以獨立操作,也可以用於自動化生產環境。那些內置精密電子組件的塑料工件,如微型開關等,就適合使用超聲波對其進行焊接。同時,不止一種方法可能被用來對成品進行加工,如焊接軟盤和卡帶的內部使用鉚焊方式,而對其外部的焊接則使用熔接法
超聲波空泡煉油的化學原理
液體內部產生的強超聲波引發出高能量密集式空泡群,空泡爆炸時,在微小的空間內瞬間產生高達一千大氣壓的壓力和上千度的高溫。
在高壓高溫下,重油分子中C-C鍵斷裂,大分子的碳氫化合物分解為小分子的碳氫化合物; 原料中硫的有機化物在超聲波與空泡作用下,其C-S鍵發生斷裂,轉變為中間烯烴、正烷烴、芳烴和硫化氫。生成的烯烴在超聲波熱解過程中轉變為正烷烴和芳烴。
含硫份高的重油大分子轉化為低硫小分子的汽油和柴油。少量沒有轉化或轉化程度低的剩餘物用於製備高品質瀝青
通過上焊件把超聲能量傳送到焊區,由於焊區即兩個焊接的交界面處聲阻大,因此會產生局部高溫。又由於塑料導熱性差,一時還不能及時散發,聚集在焊區,致使兩個塑料的接觸面迅速熔化,加上一定壓力后,使其融合成一體。當超聲波停止作用后,讓壓力持續,有些許保壓時間,使其凝固成型,這樣就形成一個堅固的分子鏈,達到焊接的目的,焊接強度能接近於原材料本體強度。
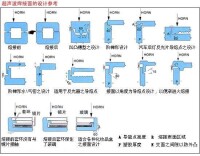
以超音波超高頻率振動的焊頭在適度壓力下,使二塊塑膠的接合面產生摩擦熱而瞬間熔融接合,焊接強度可與本體媲美,採用合適的工件和合理的介面設計,可達到水密及氣密,並免除採用輔助品所帶來的不便,實現高效清潔的熔接。
將超音波超高頻率振動的焊頭,壓著塑膠品突出的梢頭,使其瞬間發熱融成為鉚釘形狀,使不同材質的材料機械鉚合在一起。
藉著焊頭之傳道及適當之壓力,瞬間將金屬零件(如螺母、螺桿等)擠入預留入塑膠孔內,固定在一定深度,完成後無論拉力、扭力均可媲美傳統模具內成型之強度,可免除射出模受損及射出緩慢之缺點。
該方法與鉚焊法類似,將凹狀的焊頭壓著於塑膠品外圈,焊頭髮出超音波超高頻振動后將塑膠溶融成形而包覆於金屬物件使其固定,且外觀光滑美觀、此方法多使用在電子類、喇叭之固定成形,及化妝品類之鏡片固定等。
A、將二片塑膠分點熔接無需預先設計焊線,達到熔接目的。
B、對比較大型工件,不易設計焊線的工件進行分點焊接,而達到熔接效果,可同時點焊多點。
運用超音波瞬間發振工作原理,對化纖織物進行切割,其優點切口光潔不開裂、不拉絲。
普遍運用於汽車行業、電子行業、醫療行業、家電行業、無紡布服裝、辦公用品、包裝行業、玩具行業等。比如車身塑料零件,汽車車門、汽車汽車儀錶、車燈車鏡、遮陽板、內飾件、濾清器,反光材料、反光道釘、保險杠、拉索、摩托車用塑料濾清器、散熱器、制動液罐、油杯、水箱、油箱、風管、尾氣凈化器、托盤濾板;塑膠電子:預付費水表電錶,通訊設備,無繩電話,手機配件,手機殼,電池殼,充電器、閥控式密封維護鉛酸蓄電池,3寸軟盤,U盤,SD卡,CF卡,USB接插件、藍牙;玩具文具:文件夾,相冊,折盒,PP中空板,筆套,墨盒,硒鼓,;醫用日用:手錶,廚具,口服液瓶蓋,點滴瓶蓋、手機飾件,金柔刷,日用品,衛生用品,兒童用品,空氣床墊,衣架,刀柄,園藝用品,櫥具潔具,花灑,金柔刷,淋浴頭,防偽瓶蓋,化妝品瓶蓋,咖啡壺,洗衣機、空氣除濕機,電熨斗、電水壺、吸塵器,音箱金屬面蓋及土木格柵等。
本超聲波塑料焊接機由超聲波發振系統,保護電路,,超聲波換能系統,氣動系統,機架,工作台等部份構成.
⒈本焊機應安置在堅固,水平的工作台上。機器後面應留有大於150mm的空間,以利通風散熱。
⒉為確保安全操作,本機必須可靠接地,對地電阻必須小於4歐姆。
⒊將三苡控制電線兩頭分別插入焊機後方三腳插座,並旋緊螺母。
⒋將選擇開關置於手動位置。
⒌鎖緊升降的四隻螺釘,以固定超聲振頭,但切勿用力過度,以免滑牙。
⒍將上焊模與超聲振頭之接觸面擦乾淨,用螺絲接合,使用隨機專用扳手鎖緊,鎖緊力距為25牛頓/米。
⒎把外氣源的氣管接入焊接機的空氣濾凈器。
⒏音波檢驗程序:
為發揮焊機的最佳使用效果,維護焊機的性能及安全生產,每次使用機器或更換焊模,必須調整焊機發振
系統與振動系統的發振程度,因此該項音波檢測程序非常重要。
A、檢測前,上焊模與超聲振頭兩者必須密合鎖緊,檢驗時上焊模切勿接觸工件。
B、合上電源開關,此時電源指示燈亮.
C、打開側蓋板之門頁。
D、將選擇開關按至音波檢測檔位置,觀測振幅表之指示值,每次音波檢測開關不 能連續按下超過3秒。
E、順逆旋轉音波檢測螺絲使振幅表指針在最低刻度值位置。注意:振幅表指針能調到1.2(或100)刻度
值以下,且確保為最低刻度位置,焊機的發振系統與振動系統譜振最好。
[注意]:
⒈調節音波選擇螺絲,振幅表之指針會左右擺動,但並非表示功率輸出之大小,而僅表示發振系統與振動
系統之諧振程度,指示刻度值越小,則表示諧振程度越佳。
⒉振幅表在空載發振時,表示諧振程度,負載發振時表示輸出能量。
⒊焊接前務必做音波檢測,以確保發振系統與振動系統之諧振。
⒋更換焊模后,切記一定要做音波檢測程式。
⒌調整時,如果過載指示燈發亮,則立即放開音波檢驗鈕,約過1秒鐘后,再轉動音波調整螺絲作音波選
擇調整.
⒍正確的調諧非常重要,如果無法調較到正常狀態,不能達到音波檢測程式第5項 的要求時,請即送修,
不可勉強使用,以免擴大故障。
⒎工作氣壓不能超過5kg/cm.
⒏校模程序:
為達到機器最大能量,上焊模與工件間的距離應盡量縮短,但仍應留有必要的距離,以便工件的放置和取
出。升降台的最大行程為75mm,因此在校模前,在確定上焊模在最大行程時,不會接觸工件。
a) 將選擇開關置於手動位置,調較壓力調整旋鈕,使壓力表指示在0.2Mpa左右,(大約能使焊頭上升之最
小壓力)
b) 置下焊模於工作檯面,再放工件於下焊模內。
c) 放鬆機體的鎖緊搖手,轉動升降手輪,使上焊模與工件之距離大於75mm,扳緊鎖緊搖手。
d) 雙手按下兩個下降按鈕,使上焊模下降。
e) 放鬆四支振頭固定螺絲,旋轉上焊模以配合工件,然後再鎖緊四支振頭固定螺絲。
f) 鬆開止赴螺絲,旋轉止赴螺絲(M12x1),使之與升降台接觸。按緊急上升按鈕,使上焊模上升,再旋轉
止赴螺絲約7mm。
g) 雙手按下兩個下降按鈕,使上焊模下降。放鬆機體鎖緊搖手,轉動升降手輪,慢慢將上焊模下降,同時
移動下焊模,使工作面與上焊模接觸吻合均勻,鎖緊機體鎖緊搖手。
h) 按緊急上升按鈕,使焊頭上升,旋轉止赴螺絲,大約下降2mm,具體尺寸視工件而定,使操作時止赴螺
絲與升降脫離接觸。但當下焊模沒有工件時,止赴螺絲能夠阻止上焊模與下焊模觸碰,保護機件不致損壞.
i) 用螺絲壓板固定好下焊模於工作台上.
j)徠 以上操作是校模步驟。更精確之校模,須在試焊時,一面觀察,一面調整,可用複寫紙在工件與上焊之間,觀察
上焊模下壓后,白紙上顯示的壓痕,根據壓痕的深淺,用薄墊片墊調下焊模底部,使工件的焊接面受壓均勻.
k) 帶平面調整調整螺絲機型焊頭方向和水平調整方法:(外形如圖)
焊頭方向未能與底座方向一致時,則無法焊接加工物,此時應先調整焊頭方向使與底座方向完全一致。
⒈把加工物置於底座上,使與底座吻和,並鬆弛四個平面調整螺絲.
⒉調整中體座位置,使焊頭下降時與加工物保持稍許距離.
⒊轉動焊頭與底座方向一致(轉動焊頭方向時不可使焊頭之結合螺絲鬆弛),完成方向調整后,焊頭還保持
下降狀態,再調整焊頭水平.
⒈轉動中體座把手,使焊頭加壓於工物上,輕拍焊頭四周與加工物更密合。
⒉焊頭與工物完全密合后,均勻的旋上個平面調整螺絲,並鎖緊底座。
⒈超聲波塑料焊接優點:焊接速度快,焊接強度高、密封性好;
取代傳統的焊接/粘接工藝,成本低廉,清潔無污染且不會損傷工件;
焊接過程穩定,所有焊接參數均可通過軟體系統進行跟蹤監控,一旦發現故障很容易進行排除和維護。
⒉超聲波金屬焊接優點:
1)、焊接材料不熔融,不脆弱金屬特性。
2)、焊接后導電性好,電阻係數極低或近乎零。
3)、對焊接金屬表面要求低,氧化或電鍍均可焊接。
4)、焊接時間短,不需任何助焊劑、氣體、焊料。
5)、焊接無火花,環保安全。
一:超聲波 塑料焊接機的工作原理
超聲波焊接原理是通過超聲波發生器將50/60赫茲電流轉換成15、20、30或40千赫茲電能。被轉換的高頻電能通過換能器再次被轉換成為同等頻率的機械運動,隨後機械運動通過一套可以改變振幅的調幅器裝置傳遞到焊頭。焊頭將接收到的振動能量傳遞到待焊接工件的接合部,在該區域,振動能量被通過摩擦方式轉換成熱能,將塑料熔化。超聲波不僅可以被用來焊接硬熱塑性塑料,還可以加工織物和薄膜。一套超聲波焊接系統的主要組件包括超聲波發生器,換能器/調幅器/焊頭三聯組,模具和機架。
二:旋轉摩擦式塑料焊接機的工作原理
旋轉摩擦式塑料焊接機一般用來焊接兩個圓形熱塑性塑料工件。焊接時,一個工件被固定在底模上,另一個工件在被固定的工件表面進行自轉運動。由於有一定的壓力作用在兩個工件上,工件間摩擦產生的熱量可以使兩個工件的接觸面熔化並形成一個禁固且密閉的結合。其中定位旋熔是在設定時間旋轉,瞬間停在設定的位置上,成為永久性的熔合
三:熱板焊接機的工作原理
熱板焊接機主要通過一個由溫度控制的加熱板來焊接塑料件。焊接時,加熱板置於兩個塑料件之間,當工件緊貼住加熱板時,塑料開始熔化。在一段預先設置好的加熱時間過去之後,工件表面的塑料將達到一定的熔化程度,此時工件向兩邊分開,加熱板移開,隨後兩片工件併合在一起,當達到一定的焊接時間和焊接深度之後,整個焊接過程完成。
四、激光塑料焊接機的工作原理
激光焊接機的工作原理是使光/激光射線穿過一個塑料件照射在另一個塑料件表面(即焊接面);焊接面在充分吸收光束能量后,受熱並熔化;此時通過對兩個塑料件施加一個可以調節的夾緊力,使其緊密地結合在一起。和其他的現有塑料焊接工藝相比,激光焊接工藝的優勢在於光/激光射線可以同時加熱並焊接整個焊接面,焊接效果更顯著。四、線性振動摩擦焊接機的工作原理線性振動摩擦焊接利用在兩個待焊工件接觸面所產生的摩擦熱能來使塑料熔化。熱能來自一定壓力下,一個工件在另一個表面以一定的位移或振幅往複的移動。一旦達到預期的焊接程度,振動就會停止,同時仍舊會有一定的壓力施加於兩個工件上,使剛剛焊接好的部分冷卻、固化,從而形成緊密地結合。
五、軌道式振動摩擦焊接機的工作原理
軌道式振動摩擦焊接是一種利用摩擦熱能焊接的方法。在進行軌道式振動摩擦焊接時,上部的工件以固定的速度進行軌道運動——向各個方向的圓周運動。運動可以產生熱能,使兩個塑料件的焊接部分達到熔點。一旦塑料開始熔化,運動就停止,兩個工件的焊接部分將凝固並牢牢的連接在一起。小的夾持力會導致工件產生最小程度的變形,直徑在10英寸以內的工件可以用應用軌道式振動摩擦進行焊接。

基本信息
- 中文名
- 塑料焊接機
- 外文名
- Plastic welding machine
- 類別
- 焊接機
- 原理
- 震動
- 運用原理
- 超聲波