焚香爐
焚香爐
甲骨文˙香
焚香爐是最常見的燃香熏物的器皿,其目的不只使香燃后的灰燼能有固有的收集器皿,也為供養祭祀的過程增添了無限虛無縹緲靈性美感。
爐香嫋嫋,既馨且逸。
焚香爐出現以前,古代用香大都於祭祀與生活熏香有關,當時人們就有用銅爐熏香的習俗,並將其逐漸用於宗廟祭器。《尚書》亦載:“至治馨香,感於神明;黍稷非馨,明德唯馨。”香爐的使用在中國淵源久遠,早在春秋戰國時期,就出現了藝術雕塑青銅鑄造鳥擎銅博山爐及漢代的藝術雕塑青銅博山爐等。此處所討論的香爐專指供燒香祭祀用藝術雕塑青銅精密鑄造焚香爐。
焚香爐的器型千變萬化,種類繁多,通常祭祀用的主要為鼎式爐。如園鼎(三足)、方鼎(四足)。兩立耳(利於爐口),或兩側耳(在側面)彎曲向上作“朝天狀”;或無耳。有蓋(平頂,穹頂等多種)或無蓋。足較高,爐足上都有獸頭的裝飾,稱之為“金兒”,是龍的九子之一,形似獅,性好煙火,故飾於香爐之上。古典園林或私家陵墓園所用香爐的頂蓋很像亭子是屋頂,有單檐也有重檐,頂型有廡殿、歇山、攢尖等。所有藝術雕塑青銅鑄造香爐下面都有一層基座,石制的或銅製的,或高或矮,通常採用的是須彌座形式。
私家陵墓園焚香爐亭屋頂壟筒瓦結構

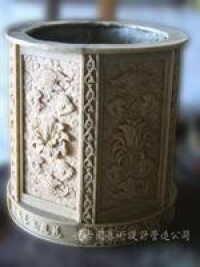
私家陵園焚香爐直立式亭子亭身六面形結構
焚香爐亭身六面形結構,六角立柱框內為卷草紋圖案,僅正面單一開間,開間內上方為左右對稱立鳳,中間牡丹花紋掛落,開間正對後面框內為雲地、靈芝花和凸翔鳳圖案,其餘四面框內是春夏秋冬四景圖案,鋪雲地、上下端為五彩祥雲,中間春為牡丹;夏為荷花,秋為菊花,冬為梅花。繞花上下端為靈芝花仙草。六角亭身下圓圈框內,前後方鐫字,左右側塑寶相花襯如意卷草圖案。
焚香爐下方香爐,爐身底部起雙層升雲及江崖海水圖案。爐身滿飾靈芝雲,翔蝠,凹凸有致,層次分明,突顯華麗雄偉。爐口一圈卐字連續圖案,其下一圈均布八蔟彩芯錦朶。兩側立耳耳身前後精雕三朶纏枝寶相蓮花,立耳頂部亦精雕蝙蝠圖案。爐底三足圓雕“金猊”獸頭。其下圓盤底座上端面高浮雕太平吉象,底鋪卐字錦地紋,吉象外周圍分三組均布佛八寶吉祥圖案,為佛教中八種寶器,法螺、法輪、寶傘、白蓋、蓮花、寶瓶、金魚、盤長。圓盤周圍圈框內均布寶相花及如意卷草紋圖案。
焚香爐整體造型優美、雕鐫俊秀、華麗、雄偉。於燃火焚香之際,顱內冒出馨靄青煙,香霧盤旋繚繞,縹緲四周,增添祭祀慶典之莊重肅穆神聖氣氛。
焚香爐凈高125cm,約重960斤,考慮到其尺寸、重量、結構、圖案花紋、整體壁厚平均約15mm。根據鑄造工藝需要,其整體分開三部份獨立製作,上部為圓形攢尖頂重檐亭屋頂,中間為六角形亭身,下部為園鼎三足香爐及圓盤底座。每部份安裝時用止口聯接,用隱蔽之六枚不鏽鋼螺栓固定,並用氣焊焊牢螺栓及止口處密封焊平。
焚香爐於室外使用,由於天氣風雨原故,故僅前正面單一開間,遮風避雨。於燃香之際,青煙從開窗處裊裊飄逸而上,由於空氣不甚流通,香火燃燒緩慢,延長香之點燃時間。
焚香爐耳之兩側與爐口緊貼相連,加強兩耳之強度,同時易於澆注成型,而不佔據大的空間,妨礙行走活動,使香爐器型更顯精巧秀麗美觀。
焚香爐爐底三足與圓盤底座相連,底座下連一束腰筒柱,通過筒柱及大型特別螺旋彈簧電纜與地下避雷系統聯接,由於螺旋彈簧電纜的收緊,使整個焚香爐與漢白玉須彌座定位聯接,便於香爐的重力集中作用在漢白玉須彌座中間實心部位,而傳遞於地面。整個重約1000斤之香爐牢牢固定於結構堅實的漢白玉須彌座而穩如泰山。
焚香爐外表秀麗精巧,通過內部堅固的機械結構合理的將分開鑄造的三部份聯接牢固,渾然一體,而又具安全的避雷系統。秀美的古典園林和私家陵墓園焚香爐無論是造型、雕塑、精鑄、材質、安裝具是同類香爐中的佼佼者,堪稱獨具一格,於當今銅鑄件中露柔含剛、斑彩陸離之傳統型器,可謂難得一見矣。
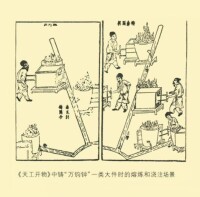
《天工開物》中鑄造的熔煉和澆注場景

西漢-錯金博山爐
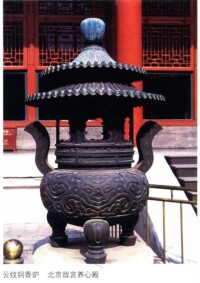
北京故宮-雲紋銅香爐
銅佛、銅獅、銅龍、銅鳳……,乃至用銅鑄造的宮殿,如北京頤和園的寶雲閣(俗稱銅亭子),五台山顯通寺,武當山太和宮,雲南昆明金殿等等,其圖案花紋纖巧細膩,雕塑精湛,形制窈窕俊麗,造形優美生動,頗具匠心,具有很高的藝術性,是我國奇偉重要的雕鑄精品。焚香爐之外,近些年來雕鐫俊秀,鑄造精緻,含柔露剛斑彩陸離之傳統型器可謂難得一見,蓋近世風氣虛誇浮躁,急功近利也,故設計美鐫工精細之工程亦鮮有問津者矣。
焚香爐熔模精密鑄造即是先用易熔材料(例如蠟料等)製成可熔性模型(亦稱熔模),在其上塗覆若干層特製的耐火塗料(加撒砂),經過乾燥與化學硬化形成一個整體模塊,再從模塊中熔失熔模而獲得中空的型殼,然後將型殼放入焙燒爐中經高溫烘燒,最後在其中澆注熔融的金屬而得到鑄件的方法。由於通常所用的易熔模是蠟基材料,故又稱“失蠟鑄造”或“熔模鑄造”。

墓園設計焚香爐亭身六面形結構模型

私家陵墓園焚香爐圓鼎香爐模型製作
焚香爐藝術品熔模鑄造模型使用最廣泛的材料是石膏、硅橡膠、環氧樹脂、雕塑蠟 泥、模型蠟、塑料及松木等。首先按藝術鑄件的形體結構,根據團紋飾的設計要求和製造工藝特點,確定分型面,即將鑄件形體劃分幾部份鑄造或一件獨立鑄造。再用石 膏(要有金屬骨架),松木、塑料製備基礎形體;如是中型或偏大(不適宜車床加工)迴轉體形狀,還要先用機械加工方法,使用金屬材質,製備旋轉刮板模具,再用石膏等製備迴轉體基礎形體。私家陵墓園焚香爐亭屋脊走獸形制於裝飾圖案亦改傳統做法。傳統的走獸形製為龍、鳳、獅、天馬……,且為單數布置。青銅精密鑄造的焚香爐亭屋脊走獸形制受戰國時期燕下都瓦當,如雙龍背項饕餮紋半瓦當和捲雲饕餮紋半瓦當中優美上古文化啟發,其套獸演化為捲雲饕餮紋造型,再現了青銅器裝飾紋的雄壯威武華夏文化的內涵。所有這些走獸的紋飾和圖案更具藝術性,展現了豐富意識想象和高超的設計能力,體現了華夏民族上古文化的深邃,在中華建築史上呈現了新的光輝一頁,獨樹一幟,為中國近現代仿古建築的楷模。
焚香爐按照圖紙裝飾圖案的設計內容,由雕塑師和雕塑工使用雕塑蠟泥或模型蠟,進行圖案紋飾的雕塑創作。如屬幾何型體的圖案,須使用數控機床,用塑料等材質機械加工精細裝飾件。當然有些稍大裝飾部件會使用松木加工,再燙蠟拋光。有些重複的裝飾花紋及圖案是需要先雕塑某種材質的模型,在翻塑一定數量的石膏或模型蠟製件。這些雕塑和數控機床加工時非常繁複、精細及需大量的工作時期。待所有裝飾圖案紋樣零部件雕塑製備完成,在用某種粘結劑一一精準地鑲嵌到機床形體上。再進行最後整體雕塑休整,使之渾然成為一個完美的精準的模型。
焚香爐藝術品鑄件由於圖案複雜,雕塑精細通常在模型雕塑製作完成後,用硅橡膠翻制凹模。硅橡膠是一種直鏈狀的高分子具有機硅氧烷,密度為1.1-1.6g/cm3/。它具有優良的模擬性、脫模性、耐老化性和一定的抗張強度及低的收縮率,且制模工藝簡單,製成的模具可多次重複使用。硅橡膠根據其組成分配製成室溫硫化型硫橡膠。
私家陵墓園設計建造焚香爐熔模蠟件製造

名人藝術陵園焚香爐下部圓盤底座蠟件
焚香爐硅橡膠凹模翻制完成後就可以用蠟基模料通過澆灌搪蠟、刷蠟、澆注等方法完成藝術品熔模的製備。

名人藝術陵園焚香爐圓鼎三足兩側耳香爐型殼
焚香爐完成脫蠟后,再經型殼焙燒工序才最終完成型殼製造工作。焙燒的目的首先是去除科學中的揮發物,如水分、殘餘蠟料、皂化物、鹽分等,使型殼在澆注時有低的發氣性和良好的透氣性,防止出現氣孔等缺陷。焙燒可使粘結劑、耐火材料等物質之間進行熱物理化學反應改變型殼的物相組成和顯微組織,改善型殼的高溫力學性能。另外,焙燒可使型殼達到要求的溫度下澆注,以減少金屬液與型殼的溫度差,提高金屬液的充型能力。焙燒的溫度通常為950℃-1050℃,為使型殼燒透,達到溫度后還還應保溫30分鐘以上。

名人藝術墓園焚香爐之中部六角形亭身澆鑄
焚香爐青銅鑄件澆注時,要注意控制澆注速度。澆注速度快有利於鑄件成型,但容易捲入氣泡和夾雜。對壁厚較大的鑄件或底注式澆注系統,可先快后慢(即澆完之前減速),以使澆口杯中的銅液處於高溫狀態,有利於減少鑄件縮孔,縮松;對於壁薄小件,宜採用先慢后快,以有利於減少氣孔,夾雜等缺陷。在控制澆注速度時要力求平穩,不得斷流,飛濺和形成渦流,並確保每組型殼澆滿和補縮。
焚香爐錫青銅鑄件澆注生產時,要盡量提高冷卻速度和採取順序凝固原則,以利於補縮,防止鑄件縮孔和縮松,並注意鑄件收縮造成熱裂。
焚香爐型殼澆注后,鑄件要經過一定時間的冷卻。冷卻后,鑄件還有經過清理和精整,才能看到光潔的精鑄產品。具體工序注意包括去除鑄件上的型殼,切除打磨澆冒口和工藝肋,清除鑄件表面和型腔的粘砂、氧化皮和毛刺等。
焚香爐經過初步去除型殼后,鑄件表面和內腔還有殘餘的粘砂。首先使用化學清砂方法與型殼中的SiO2發生反應,破壞砂粒直接的粘接,達到清除具備型殼的目的。一般是鹼煮法,這樣可以清除大部份鑄件表面與型腔內的粘砂。
焚香爐經初步去除粘砂后,接著使用高壓水力清除深孔、窄槽、凹陷花紋內的粘砂。對於細微花紋根部的個別殘餘粘砂,再施用機械銑磨硬質合金刀具進行雕塑清理修整,使鑄件表面毛刺及根部頑砂全部清除乾淨。為得到精細光潔的鑄件表面與完美漂亮的圖案花紋,最後再進行一次精細研磨噴砂處理,達到精整高光潔的加工目的。
焚香爐青銅鑄件經煮鹼清砂后,其表面將產生鏽斑,因此鹼煮后應立即進行中和防蝕處理,經中和處理后的鑄件,應用流動清水將其表面的處理液洗凈。中和處理后的鑄件金光燦爛,猶如鍍了一層金飾一般。藝術鑄件在經過防蝕中和鍍層處理后,通常還要進行表面著色及表面保護護理。著色的方法一般可分為塗裝著色、化學著色、染色、熱處理著色和鎏金、貼金等。其中化學著色為最常用的方法,完成著色后,可印用上蠟進行表面著色保護,並可於日常半年塗蠟保護一次更好。
近古園藝術設計營造公司
公司地址:天津市河西區友誼北路3號友城名居
